Как выполнить регулировку клапанов ямз 236 своими руками
Содержание:
- Порядок регулировки клапанов ямз 238
- Проверка герметичности топливных трубок
- Замена прокладки ГБЦ МАЗ
- Последовательность затяжки болтов ГБЦ двигателя ЯМЗ 236.
- Контроль величины зазоров тепловых компенсаторов
- Как затягивать коренные вкладыши и вкладыши шатунов
- ДВИГАТЕЛЬ
- Проверка действительных величин «тепловых компенсаторов»
- Регулировка клапанов ЯМЗ 236
- Вывод
Порядок регулировки клапанов ямз 238
РЕГУЛИРОВКА КЛАПАННОГО МЕХАНИЗМА двигателей ЯМЗ-236М2, ЯМЗ-238М2
Тепловой зазор в клапанном механизме обеспечивает герметичность посадки клапана на седло и компенсирует тепловое расширение деталей механизма при работе двигателя.
Величина теплового зазора у впускного и выпускного клапанов устанавливается одинаковой и регулируется в пределах
0,25-0,30 мм. При проверке на двигателе из-за биения сопрягаемых деталей распределительного механизма тепловые зазоры после проворачивания коленчатого вала должны укладываться в пределы 0,20-0,40 мм.
Тепловые зазоры регулировать на холодном двигателе или менее чем через 15 минут после его остановки.
При регулировке клапанного механизма и повторной проверке тепловых зазоров коромысла клапанов рекомендуется прижать:
— на головке правого ряда цилиндров коромысла выпускных клапанов — к торцу оси, впускных клапанов — к стопорному кольцу;
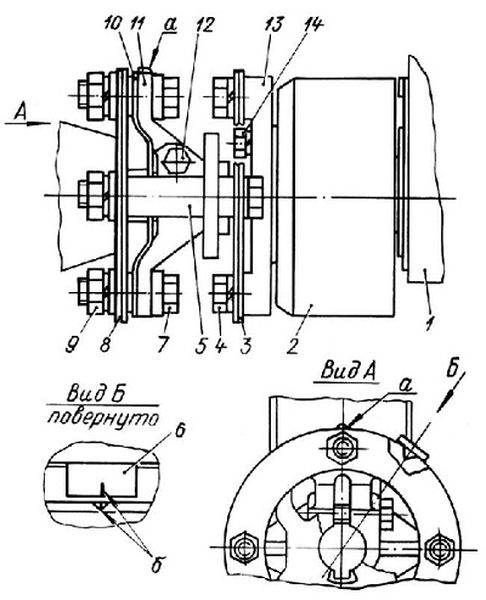
Рис. 15. Привод топливного насоса высокого давления: 1 — корпус топливного насоса высокого давления; 2 — муфта опережения впрыскивания; 3, 8 — пластины; 4 — болт крепления пластин к ведомой полумуфте; 5 — ведущая полумуфта; 6 — указатель начала подачи топлива; 7 — болт крепления пластин к фланцу ведущей полумуфты; 9 — гайка болта крепления пластин к фланцу ведущей полумуфты; 10 — центрирующая пластина; 11 — фланец полумуфты с пластинами; 12 — стяжной болт; 13 — ведомая полумуфта; 14 — болт крепления ведомой полумуфты; а — выступ-метка на фланец полумуфты; б — совмещение меток на указатели и муфте опережения впрыскивания.
— на головке левого ряда цилиндров коромысла выпускных клапанов — к стопорному кольцу, впускных клапанов -к торцу оси.
Выпускные клапаны правого ряда цилиндров расположены ближе к вентилятору, левого ряда цилиндров — к маховику.
1. Выключить подачу топлива.
2. Отвернуть болты крепления крышек головок
цилиндров и снять крышки.
4. Вращая коленчатый вал по часовой стрелке (со стороны вентилятора) ключом за болт крепления шкива или ломиком за отверстия в маховике и внимательно наблюдая за движением впускного клапана первого цилиндра, установить момент, когда он полностью поднимется (т.е. полностью закроется), после чего провернуть вал еще на ¼-1/3 оборота. В это время в первом цилиндре происходит такт сжатия, и оба клапана этого цилиндра закрыты.
5. Вставив щуп в зазор между торцом клапана и носком коромысла, проверить зазоры у впускного и выпускного клапанов первого цилиндра и, если необходимо, отрегулировать их в пределах 0,25 — 0,30 мм.
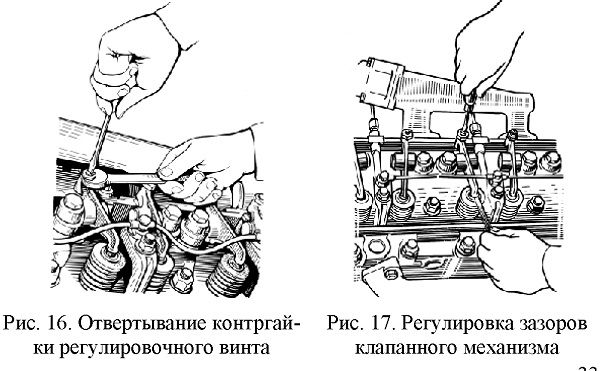
6. Для регулировки зазоров отвернуть контргайку регулировочного винта (рис. 16), вставить в зазор щуп и, вращая винт отверткой, установить требуемый зазор (рис. 17). Придерживая винт отверткой, затянуть контргайку и проверить величину зазора. При правильно отрегулированном зазоре щуп толщиной 0,25 мм должен входить при легком нажиме, а толщиной 0,30 мм — с усилием.
7. Для регулировки зазоров клапанного механизма следующего цилиндра провернуть коленчатый вал в направлении вращения до момента полного закрытия впускного клапана регулируемого цилиндра и дополнительно провернуть еще на ¼-1/3 оборота. Регулировку зазоров в каждом цилиндре производить, как указано в п.п. 5 и 6.
Клапанные зазоры рекомендуется регулировать в порядке работы цилиндров:
для двигателя ЯМЗ-236М2: для двигателя ЯМЗ-238М2:
8. После регулировки зазоров пустить двигатель и прослушать его работу. При появлении стука клапанов остановить двигатель и вновь проверить зазоры.
9. Установить и закрепить крышки головок цилиндров, проверить состояние прокладок. В месте прилегания крышек масло не должно подтекать.
Проверка герметичности топливных трубок
Перед тем как закрыть клапанную крышку. Следует завести двигатель. Для того чтобы проверить утечку топлива. Смотреть необходимо на все места соединения трубки обратного топлива. Так же смотреть необходимо на все места соединения трубки обратного топлива. Так же необходимо проверить соединения между форсункой и удлинителем. При не правильной затяжке трубок высокого давлении. Проворачивается удлинитель в корпусе форсунки. В результате корпус лопается. Трещина очень мелкая её трудно увидеть. Но топливо через неё будет просачиваться. Это заметить можно.
При работающем двигателе полость головки быстро наполняется маслом. Если не хватило времени все внимательно осмотреть двигатель лучше заглушить . Дождаться пока масло стечет. И снова завести мотор. Процедура не очень приятная. Но после сборки может поднимать уровень масла. Это от того что в него попадает топливо. И попадает оно туда как раз из этих мест. Поэтому лучше сразу лишний раз убедиться.
Если все нормально можно закрывать крышку. При затяжке крышки усилие большое прилагать ненужно. Так как можно выдавить прокладку. Перед установкой обязательно нужно убедиться что прокладки сидит в пазах правильно. Чтобы избежать лишних проблем с подтеканием масла. Установка ГБЦ ЯМЗ на этом закончена . Осталось завести мотор и проверить возможные подтекания . Охлаждающей жидкости. Масла из под прокладки крышки. Порядок затяжки ГБЦ ЯМЗ 236 и усилие с которой она протягивается влияют на дальнейшую работу двигателя
Поэтому важно сделать всё правильно
Замена прокладки ГБЦ МАЗ
Не рискуйте своим двигателем – если вовремя не сделать замену изделия, может возникнуть поломка других деталей.
Ниже вы увидите небольшой отчет по проделанной работе одно из владельцев белорусского автомобиля МАЗ.
Итак, как и описывали выше, о поломке прокладки ГБЦ ДВС на МАЗ указывала течь тосола.
- выполнили слив жидкости;
- демонтировали клапанную крышку и трубопроводы;
- сняли обратку.
Для замены прокладки ГБЦ МАЗ открутили гайки, которыми закреплены оси коромысел. Только после этого перешли к демонтажу самих коромысел, штанги.

Работали с прокладкой ГБЦ Евро 3 недолго.
Однако замена требовала соблюдения одно правила – когда вы откручиваете головку, запомните направление. При затяжке используйте это же направление.
На фото ниже запечатлен процесс снятия головки.

После покупки прокладки ГБЦ 260 или 240 начинаем сборку в обратном порядке.

Для удобства прикрепляем схему, на которой изображена последовательность затяжки головки.
После правильной сборки и замены прокладка ГБЦ ДВС на МАЗ не должна греться и быстро изнашиваться.
Но мы рекомендуем вам на всякий случай возить запасную, на всякий случай.
Если вы не знаете, как правильно выбрать и купить прокладку головки блока цилиндров МАЗ, звоните, мы все подскажем.
В нашем каталоге найдете только качественные детали по приятным ценам.
И напоследок – интересное видео по шлифовке ГБЦ.
В гаражных условиях повторить нереально : )
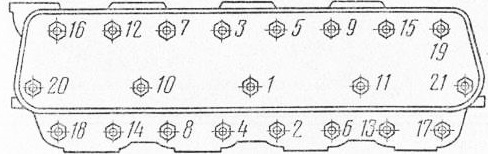
Последовательность затяжки болтов ГБЦ двигателя ЯМЗ 236.
Практически все грузовики имеют одинаковую последовательность затяжки болтов на ГБЦ одинаковый. Сначала закручивают болты посредине обоих рядов. Далее проводится затяжка болтов, расположенных напротив. Необходимо помнить, что V-образный ЯМЗ-236, как и любой другой многоцилиндровый двигатель имеет определённый порядок работы цилиндров. Затяжка должна проводиться строго в соответствии с описанным правилом и в несколько подходов:
- Усилие 5 кгс*м.
- Усилие 10 кгс*м.
- Усилие 18 кгс*м.
- Усилие 26 кгс*м.
Основные ошибки при затяжке болтов на ГБЦ ЯМЗ 236.
Если при работе не применять специальный инструмент, то можно провести неравномерную затяжку болтов, что приведет в дальнейшем к изгибанию поверхности головки, либо прорыву отработавших газов, масла, топливной смеси или тосола. Вместе с этим жидкости могут проникнуть в водяную рубашку и систему смазки. Это приведет к необходимости дорогостоящего ремонта в дальнейшем.
Так же в список ошибок входит перетяжка крепежных элементов, использование изношенных головок и динамометрических ключей. Применение нестандартных крепежных деталей для ГБЦ ЯМЗ 236 не допускается.
Правильное выполнение процедуры затягивания крепежных болтов, а также точного силового момента обеспечивает надежную и длительную работу мотора. Система ГРМ играет главную роль в работе силового агрегата, поэтому нарушать правила затягивания крепежных элементов ГБЦ двигателя ЯМЗ 236 нельзя. Помимо этого, нужно перед затяжкой болтов предварительно смазать их моторным маслом. Достаточно нанести небольшой объем масла на резьбовую часть.
Контроль величины зазоров тепловых компенсаторов
Согласно рекомендациям завода производителя, регулировка должна производиться при увеличенном размере на 0, 25 мм. Наиболее точный замер зазоров можно произвести в момент такта сжатия. Для этого проворачиваем коленвал. Впускной клапан на первом цилиндре должен закрыться. Торец, который работает в связке с коромыслом примет верхнюю точку. После этого нужно на 120 градусов прокрутить коленвал. Это позволит провести точный замер сразу двух клапанов.
Определение номера цилиндра
Нужно встать перед мотором с передней части автомобиля. Первый цилиндр находится слева. В противоположной стороне находится пятый цилиндр. Коленчатый вал можно прокручивать посредством специального воротка или с помощью накидного ключа. Размер зазора определяется при помощи щупа. Он должен без проблем входить между верхней частью клапана и нижней точкой коромысла. Если щуп, имеющий толщину измерительного листа 0,25 мм помещается свободно, а при размере 0,30 мм протолкнуть измерительный лист не получается, то необходимый зазор выставить не получится.
Перед регулировкой рычаги коромысла должны быть прижаты.
- В цилиндрах с первого по четвертый выпускные клапаны должны быть прижаты к торцу оси.
- Впускные клапаны должны прижаты к упорной шайбе.
- В пятом, шестом, седьмом и восьмом цилиндрах прижимание деталей производится наоборот.
Процесс регулировки клапанов на МАЗе ЯМЗ 238
В случае если размер зазора не соответствует норме, необходимо провести следующие действия.
- Для начала откручиваем гайку на регулировочном винте. Она располагается на коромысле. После этого между закрывающимся клапаном и коромыслом вставляется щуп заданного размера.
- Далее, нужно отверткой провернуть винт до тех пор, пока не будет создан необходимый зазор. Чтобы избежать дальнейшее проворачивание винта, стоит аккуратно зажать гайку.
- Если при проверке величины зазора обнаружится несоответствие размера норме, то необходимо провести вышеописанные действия. Регулировка клапанов имеет свой порядок, который нельзя нарушать. Настройка проводится с пятого цилиндра. Далее, четвертый, второй, шестой, третий, седьмой, восьмой. При этом впускное отверстие цилиндра должно быть закрыто.
- В конце проводится повторная проверка зазоров на каждом цилиндре. Ввиду возможного наличия неточностей размеров деталей на МАЗе, допускается отклонение от нормы не более 0,35 мм.
После проведения настройки клапанов на ЯМЗ-238 рекомендуется произвести запуск силового агрегата. Отсутствие посторонних звуков, вибраций и шумов говорит о правильности настройки
Также важно обратить внимание на состояние прокладки ГБЦ. Если она имеет неудовлетворительное состояние, нужно провести ее замену. Конечной операцией будет установка крышки головки блок на место
При появлении через небольшой период времени посторонних шумов в работе V-образного двигателя ЯМЗ необходимо отрегулировать систему повторно. Она должна проводится в точной последовательности мероприятий, описанных выше
Конечной операцией будет установка крышки головки блок на место. При появлении через небольшой период времени посторонних шумов в работе V-образного двигателя ЯМЗ необходимо отрегулировать систему повторно. Она должна проводится в точной последовательности мероприятий, описанных выше.
Работы по настройке ГРМ являются ответственным мероприятием, от которого зависит исправность и надежность работы мотора. Настройку должен проводить специалист, имеющий практические навыки и умения. Неправильная настройка может привести не только к потере мощности двигателя, но и к выходу из строя элементов силового агрегата.
Как затягивать коренные вкладыши и вкладыши шатунов
Итак, с учетом вышесказанного становится понятно, что момент затяжки коренных и шатунных вкладышей крайне важен. Теперь перейдем к самому процессу сборки.
- Прежде всего, в постели коренных шеек устанавливаются коренные вкладыши. Необходимо учитывать, что средний вкладыш отличается от других. Перед установкой подшипников удаляется смазка-консервант, после чего на поверхность наносится немного моторного масла. После этого ставятся крышки постелей, после чего осуществляется затяжка. Момент затяжки должен быть таким, который рекомендован для конкретной модели силового агрегата. Например, для моторов на модели ВАЗ 2108 этот показатель может быть от 68 до 84 Н·м.
- Далее производится установка вкладышей шатунов. Во время сборки необходимо точно установить крышки на места. Указанные крышки промаркированы, то есть их произвольная установка не допускается. Момент затяжки шатунных вкладышей немного меньше по сравнению с коренными (показатель находится в рамках от 43 до 53 Н·м). Для Lada Priora коренные вкладыши затягиваются с усилием 68.31-84.38, а шатунные подшипники имеют момент затяжки 43.3-53.5.
Следует отдельно добавить, что указанный момент затяжки предполагает использование новых деталей. Если же речь идет о сборке, при которой используются бывшие в употреблении запчасти, тогда наличие выработки или других возможных дефектов может привести к отклонению от рекомендуемой нормы. В этом случае при затяжке болтов можно отталкиваться от верхней планки рекомендуемого момента, который указан в техническом руководстве.
ДВИГАТЕЛЬ
| Деталь | Резьба | Момент затяжки, Н.м (кгс.м) |
| Болт крепления головки цилиндров | М12х1,25, | См. разделДвигатель |
| Гайка шпильки крепления впускного и выпускного коллекторов | М8 | 20,87–25,77 (2,13–2,63) |
| Гайка крепления натяжного ролика | М10х1,25 | 33,23–41,16 (3,4–4,2) |
| Гайка шпильки крепления корпуса подшипников распределительного вала | М8 | 18,38–22,64 (1,87–2,31) |
| Болт крепления шкива распределительного вала | М10х1,25 | 67,42–83,3 (6,88–8,5) |
| Винт крепления корпуса вспомогательных агрегатов | М6 | 6,66–8,23 (0,68–0,84) |
| Гайки шпилек крепления выпускного патрубка рубашки охлаждения | М8 | 15,97–22,64 (1,63–2,31) |
| Болт крепления крышек коренных подшипников | М10х1,25 | 68,31–84,38 (6,97–8,61) |
| Болт крепления масляного картера | М6 | 5,15–8,23 (0,52–0,84) |
| Гайки болта крышки шатуна | М9х1 | 43,32–53,51 (4,42–5,46) |
| Болт крепления маховика | М10х1,25 | 60,96–87,42 (6,22–8,92) |
| Болт крепления насоса охлаждающей жидкости | М6 | 7,64–8,01 (0,78–0,82) |
| Болт крепления шкива коленчатого вала | М12х1,25 | 97,9–108,78 (9,9–11,1) |
| Болт крепления подводящей трубы насоса охлаждающей жидкости | М6 | 4,17–5,15 (0,425–0,525) |
| Гайка крепления приемной трубы глушителя | М8 | 20,87–25,77 (2,13–2,63) |
| Гайка крепления фланца дополнительного глушителя | М8 | 15,97–22,64 (1,63–2,31) |
| Гайка крепления троса сцепления к кронштейну | М12х1 | 14,7–19,6 (1,5–2,0) |
| Гайка болта крепления передней опоры силового агрегата | М10х1,25 | 41,65–51,45 (4,25–5,25) |
| Гайка болта крепления левой опоры силового агрегата | М10х1,25 | 41,65–51,45 (4,25–5,25) |
| Гайка крепления кронштейна левой опоры к силовому агрегату | М10х1,25 | 31,85–51,45 (3,25–5,25) |
| Гайка крепления задней опоры силового агрегата | М10х1,25 | 27,44–34 (2,8–3,47) |
| Гайка болта крепления кронштейна задней опоры к силовому агрегату | М12х1,25 | 60,7–98 (6,2–10) |
| Болт крепления маслоприемника к крышке коренного подшипника | М6 | 8,33–10,29 (0,85–1,05) |
| Болт крепления маслоприемника к насосу | М6 | 6,86–8,23 (0,7–0,84) |
| Болт крепления масляного насоса | М6 | 8,33–10,29 (0,85–1,05) |
| Болт крепления корпуса масляного насоса | М6 | 7,2–9,2 (0,735–0,94) |
| Пробка редукционного клапана масляного насоса | М16х1,5 | 45,5–73,5 (4,64–7,5) |
| Датчик контрольной лампы давления масла | М14×1,5 | 24–27 (2,45–2,75) |
| Гайки крепления карбюратора | М8 | 12,8–15,9 (1,3–1,6) |
| Гайка крепления крышки головки цилиндров | М6 | 1,96–4,6 (0,2–0,47) |
Проверка действительных величин «тепловых компенсаторов»
Производитель турбодизеля оговаривает, для ЯМЗ 238 регулировка клапанов необходима лишь в случае вылета измеренного значения за установленные пределы: 0,25-0,30 мм. Точный замер зазоров обоих клапанов одного цилиндра можно осуществить только лишь в такте сжатия:
сфокусировать внимание на первом цилиндре;
провернуть коленвал по часовой стрелке (взгляд на вентилятор, со стороны передка автомобиля) до момента закрытия впускного клапана (завершение такта всасывания) – его торец, контактирующий с носком коромысла, должен подняться в верхнюю максимальную точку;
вращать коленвал еще на 1/3 оборота (120 градусов), соблюдая прежнее направление поворота.
Идентифицирование номера цилиндра производится так:
- ориентировать взгляд на вентилятор мотора (на передок автомобиля);
- левый ближний цилиндр – первый;
- правый ближний цилиндр – пятый;
- дальнейшая нумерация ведется последовательно (крайний левый – четвертый, крайний правый – восьмой).
Проворачивать коленвал можно двумя способами:
- спереди: за крепление шкива подходящим накидным ключом;
- сзади: специальным воротком – за маховик.
Определение величины зазора производится по толщине щупа, помещаемого между торцом клапана и приливом коромысла. Не подлежат коррекции клапана в случае, если щуп 0,25 проходит свободно, а 0,30 – с ощутимым натягом.
При осмотре и регулировке клапанов на двигателе ЯМЗ 238 передающие рычаги (коромысла) рекомендуется прижать:
- на правой ГБЦ (1-4 цилиндры) рычаги выпускных элементов – к торцу оси; впускных деталей – к упорной шайбе;
- на левой ГБЦ (5-8 цилиндры) – наоборот.
Регулировка клапанов ЯМЗ 236
Атмосферный шестицилиндровый дизель ЯМЗ 236 ставится на большую часть строительной и дорожной техники
Шестицилиндровый дизель построен по V-образной схеме с углом развала цилиндров 90 градусов. Это говорит о том, что у него две головки блока, в каждой из которых по два клапана на цилиндр. Приводные штанги имеют роликовые толкатели, а газораспределительный механизм проводит впуск топлива и выпуск отработанных газов осуществляется в порядке работы цилиндров: 1-4-2-5-3-6.
Как и во всех дизельных и бензиновых моторах, клапанный механизм дизелей ЯМЗ обязан иметь тепловой зазор для герметизации процесса выработки топлива в камере сгорания. При нагревании металл имеет свойство расширяться, что приводит к некорректным значениям номинальных рабочих зазоров в головке блока цилиндров. Чтобы снизить вероятность нестабильной работы ГРМ, проводят регулировку теплового зазора между коромыслами и торцом штока клапана. Номинальное значение, рекомендуемое заводом для дизеля модели 236/238 — 0,25-0,3 мм.
Есть два важных нюанса, которые нужно учитывать при проверке. На изношенном газораспределительном механизме завод допускает увеличение люфта до 0,4 мм. При замере нужно учитывать, что за два оборота коленвала зазор может измениться до 0,2-0,35 мм, что является по определению нормой. Регулировка проходит на прогретом до рабочей температуры моторе. При этом завод рекомендует дать двигателю отстояться в течение 15 минут, после чего можно проводить замер и, если необходимо, регулировку.
Вывод
Двигатель ЯМЗ 7511 — это высококлассный и мощный современный мотор, который за время своей службы доказал, что достоин внимания. Высокие технические характеристики, мощность, а также простота в обслуживании и ремонте, сделали популярным и любимым двигатель ЯМЗ, как на территории России, так и за её приделами.
Головка блока цилиндров ЯМЗ-7511
Сборка головки блока цилиндров ЯМЗ-7511
Установить клапана в гнезда, к которым они притерты. (236-1007015; 7511-100710).
Установить головку блока цилиндров ЯМЗ-7511 на плиту поверочную с обеспечением предохранения привалочной плоскости головки от поверхности.
Установить тарелки клапанных пружин (236-1007024), пружины внутреннюю и наружную (7511.1007020), шайбы пружин клапана (7511.1007025), втулки тарелки пружины клапана (236-1007026).
С помощью приспособления вставить сухари клапанов (236-1007028).
Проверить на герметичность посадки клапанов после притирки и сборки.
Клапаны, пружины и детали их крепления установить на головку цилиндров и засухарить клапаны, используя приспособление, изображенное на рисунке.
Качество притирки сопряжения клапан-седло проверить на герметичность путем заливки керосина или дизельного топлива, заливая его поочередно во впускные и выпускные каналы.
Хорошо притертые клапаны не должны пропускать керосин или дизельное топливо в течение одной минуты.
Допустима проверка качества притирки карандашом
Для этого поперек фаски притертого чистого клапана мягким графитовым карандашом нанести через равные промежутки 10 – 15 черточек, после чего осторожно вставить клапан в седло и, сильно нажимая к седлу, повернуть его на 1/4 оборота
При хорошем качестве притирки все черточки на рабочей фаске клапана должны стереться. При неудовлетворительных результатах проверки качества притирки ее необходимо продолжить.
С помощью шпильковерта ввернуть в головку цилиндров шпильки (310420-П2; 310460-П29; 310488-П29). Шпильки крепления коромысел клапанов (310420-П2) должны быть затянуты с моментом Мкр=50-100 Нм (5-10 кг/см).
Размер выступания над плоскостью головки цилиндров должен быть 57-60 мм.
Повторить операции 11.1-11.6 для остальных головок.
Установка головки блока цилиндров ЯМЗ-7511
Запрессовать штифты установочные головок (313410-П2, 16 шт.) в блок цилиндров двигателя ЯМЗ-7511/7514. Выступание штифтов в размер 10±0,5 мм.
Установить прокладки цилиндров (7511.1003312 и 7511.1003213, 8 шт.) на установочные штифты, проверив фиксацию уплотнителей в отверстиях прокладок.
Завернуть шпильки крепления головок цилиндров (7511.1003016-20, 42 шт.) в резьбовые отверстия блока цилиндров на 3-5 ниток резьбы от руки, а затем окончательно с Мкр=49-98 Нм (5-10 кг/см) (14, 15, 19), ключ для завертывания шпилек, гайковерт.
Установить головку цилиндров на шпильки и штифты установочные, протерев салфеткой привалочную плоскость и кольцевые канавки под прокладку (головка цилиндров с клапанами в сборе 7511.1003010).
Установить шайбы (16, 312399-П2, 48 шт.), навернуть гайки крепления головок цилиндров (М16, 311423-П5, 42 шт.) на шпильки на 3-5 ниток резьбы от руки плоским пояском к шайбе.
Завернуть гайки окончательно Мкр=216-235 Нм (22-24 кг/см) в два приема (S=24). Эту операцию повторить для остальных головок цилиндров.
Запрессовать штифты установочные (313410-П2, 2 шт.) крышки шестерен распределения в отверстия переднего торца блока цилиндров, выдержав размер выступания штифтов 10±0,5мм от плоскости блока цилиндров двигателя ЯМЗ-7511/7514.
С помощью подвески для двигателя установить блок на стенд для переборки двигателя.
Установить заглушку сапуна (238Н-1002402-Б) полностью прошлифованной стороной с прокладкой (236НМ-1014272) на блок ввернуть болты крепления (М10, 201495-П29, 2 шт.), подсобранные с шайбами (252136-П2, 2 шт.) на 2-3 нитки резьбы от руки, затем окончательно.
Установить трубку отвода масла от ТНВД (7511.1111620) в развал блока и закрепить болтами (16201-1015624, 2 шт.) (S=19).
Ввернуть пробку (К 8” 316109-П2) в отверстие крышки шестерен распределения (238Б-1002254Г) (S=27).
Смазать привалочные поверхности водяного насоса (7511.1307010-10) и крышки шестерен распределения тонким слоем графитовой смазки (ГОСТ 3333-80) УССА.
Установить на шпильки крышки прокладку водяного насоса (7511.1307048), водяной насос.
Навернуть гайки крепления (М10, 250513-П29, 4 шт.), подсобранные с шайбами (252136-П2 шт.) на шпильки крышки на 2-3 нитки резьбы от руки, а затем окончательно (S=17).
Смазать тонким слоем консистентной смазки «Литол-24» уплотнительную поверхность манжеты.