Как выполняется сварка силумина, особенности сплава
Содержание:
Пайка металла обычным паяльником
Как указывалось выше, паять алюминий, используя легкоплавкие припои, можно при помощи обычного и всем знакомого паяльника. Единственное условие — мощность инструмента должна быть достаточной для прогрева спаиваемых деталей до необходимой температуры.
Для пайки алюминия подойдет любой паяльник.
Если вы умеете работать паяльником, то никаких проблем с пайкой алюминия у вас не будет (ну или почти не будет). Зачищаете детали, покрываете соответствующим флюсом и спаиваете. Неплохо на место пайки, смазанное флюсом, добавить немного мелкого абразива, который поможет очистить спаиваемые поверхности от оксидной пленки.
Если в вашем распоряжении нет паяльника достаточной мощности, то спаиваемые детали можно параллельно подогревать горелкой (несильно) или даже пламенем газовой конфорки.
Некоторые электрики вообще умудряются паять алюминий «тем, что есть», причем в смысле электрической прочности качественно паять. Вы тоже можете воспользоваться этим методом при соединении, к примеру, двух алюминиевых проводов. Для этого вам понадобится:
- любой абразивный порошок, например, мелкий песок;
- обычное машинное масло (лучше ружейное).
Насыпаете абразив на плоскую поверхность, капаете масло, погружаете в состав зачищенный алюминиевый провод и, взяв на жало припой, «натираете» им этот самый провод. Абразив обдирает оксид, масло предотвращает появление новой пленки, а припой надежно покрывает алюминий полудой.
Единственный недостаток такого метода — низкая механическая прочность соединения, поэтому перед тем как окончательно спаять проводники, их после лужения надо скрутить. Электрическая же прочность такой паки великолепная, так что если ее не разорвет механически, то простоит она десятки лет.
Характеристики популярных марок
Существует несколько клеевых составов, которые позволяют качественно, прочно и надежно соединить алюминий с алюминием или другими материалами:
- Mastix. Смесь подходит не только для склейки алюминиевых поверхностей, но и для герметизации соединений. А также для ремонта изделий, изготовленных из черных и цветных металлов. Состав позволяет качественно склеить детали при невысокой температуре окружающей среды, его рабочий в диапазон — от –50 до +145° С. Кроме того, Mastix надежно и быстро скрепляет влажные поверхности. Средняя стоимость флакона в 50 г составляет 30 рублей.
- Cosmopur 819 представляет собой полиуретановый материал, позволяющий прочно и надежно склеить алюминий с алюминием благодаря созданию вязкого шва между поверхностями. Превосходно подойдет для ликвидации зазоров, вклеивания уголков. Cosmopur 819 чаще всего используется для соединения деталей конструкций. Цена за 300 мл приблизительно 500 рублей.
- ASTROhimACE-9305 — это холодная сварка, позволяющая моментально ликвидировать различные поломки. Клей качественно соединяет поверхности из алюминия и его сплавов при температуре от –50 до +145° С. Состав чаще всего применяется для восстановления сломанных фрагментов деталей, например, резьбы. Одна упаковка в среднем стоит 80 рублей.
- «Эпокси металл Момент» — двухкомпонентный клей, надежно фиксирует между собой не только алюминиевые поверхности, но и комбинации других металлов с деревом, мрамором, стеклом. Состав эффективно устраняет зазоры и трещины. Цена за упаковку объемом 50 мл составляет примерно 350 рублей.
- Abro Steelпредставляет собой универсальную холодную сварку от одноименного американского производителя. Служит оптимальным вариантом для ремонта санитарно-технического бытового оборудования, баков для хранения жидкостей, так как обеспечивает безупречную герметичность. При помощи состава соединяют металл, дерево, керамику, а также между собой материалы разных типов. Клей отличается высокой чувствительностью к чистоте скрепляемых участков. Если хранение было неправильным, то состав невозможно будет использовать по назначению. Цена — приблизительно 150 рублей за 57 граммов.
- PERMATEX Cold Weld — двухкомпонентный термостойкий клей на основе эпоксидной смолы, очень быстро застывает, пожаробезопасный, превосходно склеивает различные материалы, в том числе и алюминий. Полимеризация состава происходит в течение 15 минут, материал выдерживает продолжительный нагрев до +149° С, кратковременный — до +177°. Формирующийся шов, очень устойчив к нагрузкам на сдвиг и отрыв. Стоимость упаковки 56 г составляет около 300 рублей.
- «Титан» — отличается невысокой стоимостью и устойчивостью к любым механическим нагрузкам. Флакон объемом 310 мл стоит около 250 рублей.
-
WURTH Liqu >
COSMO PU-200.280
Пайка силумина в домашних условиях – Справочник металлиста
Сварка силумина – способ соединения деталей сложной формы или конструкции путем сваривания их кромок в защитном газе. Реализация операции на практике не особенно сложна, если понимать специфику процесса.
При нагревании сплав окисляется, что значительным образом осложняет процесс соединения изделий. Вот почему в процессе сварки не обойтись без защитного газа.
Особенные свойства силумина
Силумин представляет собой алюминиевый сплав с добавлением кремния, среди достоинств которого выделяется небольшая удельная масса, высокая прочность, стойкость к химическому воздействию и коррозии.
Сварка силумина в среде защитного газа.
Интересный факт! Сплав не поддается коррозийным процессам, так как на его поверхности образуется защитная пленка из оксидных соединений. Даже крохотное повреждение поверхности металлической конструкции из силумина приводит к контакту молекул алюминия и кислорода из воздуха.
Также к специфическим характеристикам силумина причисляют: легкий вес, высокую пластичность, доступную стоимость, широкую распространенность.
Благодаря таким качествам материал может применяться для создания изделий со сложной формой, которые должны соответствовать жестким требованиям по прочности, устойчивости перед коррозией и износу.
Силуминовые конструкции нашли применение в авиа-, мото- и машиностроении, его активно используют при производстве бытовой техники, сантехники.
Для пайки силумина применяется та же технология, что и при работе с алюминием, ‒ сварка не плавящимся электродом в аргоновом облаке. Защитный газ необходим для предотвращения окисления металла при контакте с кислородом.
Если при сваривании силумина в домашних условиях пренебречь аргоном, кромки деталей окислятся, на них образуется прочная, жаростойкая пленка, мешающая нормальному свариванию поверхностей.
Технология пайки силумина
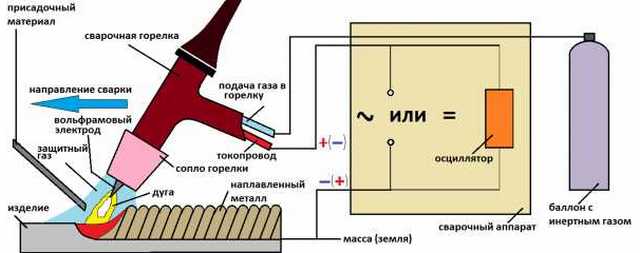
Сварка силумина осуществляется методом аргонодугового сваривания с помощью аппарата, в конструкцию которого входят инвертор, баллон с защитным газом, горелка, осциллятор, не плавящиеся электроды из вольфрама. В работе задействуется особая, а именно силуминовая проволока.
Сварка силуминовых конструкций сопряжена с определенными трудностями:
- сваривать можно лишь те детали, которые изготовлены из силумина литейных марок, так как в их состав входит цинк;
- проведения сварных операций с таким металлом отличается высокой ресурсозатратностью.
Процесс аргоно-дуговой сварки силумина.
Технология аргонодуговой сварки предусматривает определенные подготовительные работы, без проведения которых сварные швы редко получаются качественными.
Такие операции позволят устранить оксидную пленку, для чего кромки соединяемых деталей нужно зачистить наждачкой. Также подойдет специальная пескоструйная машина или самодельная щетка по металлу.
Далее поверхности подвергают химической обработке с помощью бензина или любого растворителя. Также допускается использование для этого раствора из воды и каустической соды, но при таком положении дел изделие обязательно промывают по проточной водой.
Сварка силумина в аргоне электродом происходит следующим образом:
- Чтобы изделие проплавлялось наилучшим образом, работы по сварке материала нужно осуществлять при обратной полярности тока с использованием короткой дуги.
- Присадочную проволоку подают в сварную зону, где она расплавляется, а затем соединяется с металлом изделия. Это приводит к формированию жидкой однородной массы, которая по мере остывания становится монолитной.
- Если быстро подать в сварную ванну присадочный материал, раскаленный металл начнет разбрызгиваться. В итоге, качество сварочного соединения, а также его прочность и долговечность снизятся.
- Проволока должна аккуратно подаваться под углом непосредственно спереди горелки. Движение сварщика непременно должны быть плавными. Передвигать присадку поперек, отклонять ее в стороны нельзя, так как это скажется на качестве сварочного шва.
Иные требования при работе с силуминовыми конструкциями аналогичны соединению алюминиевых изделий путем сваривания металлических изделий в аргоне:
- поджигая электрод, касаться соединяемых деталей запрещено;
- газа можно подать через четверть минуты после поджога электрода, что позволит достаточным образом прогреть воздух вокруг сопла газовой горелки;
- нельзя прекращать подачу газа разу после завершения работы, а только спустя пятнадцать секунд после этого, что позволит металлу соединения остыть равномерно и не потрескаться.
Технология сваривания аргоном
Прежде чем начать работу нужно приготовить оборудование. Вам понадобится:
- инвертор;
- горелка с неплавящимся электродом;
- баллон с газом;
- осциллятор;
- присадочная проволока.
Подготовка деталей заключается в удалении оксидной пленки:
- Для этого наждачной бумагой или другими средствами зачищаются места соединения деталей.
- Далее края обрабатываются любым химическим средством: растворителем, каустической содой.
Технология сварки силумина аргоном напоминает процесс сваривания алюминия. Это самый надежный способ соединения силуминовых изделий.
При соединение деталей происходит их нагрев, образуется устойчивая к высокой температуре пленка, которая ограничивает надежность скрепления. Для избегания этого, применяется инертный газ — аргон. Он выталкивает воздух в сварочном пространстве, не позволяя окислятся деталям.
Требования к выполнению работ в домашних условиях:
- выполнять работу на открытом пространстве не рекомендуется, лучшим вариантом будет закрытое помещение (подойдет гараж или бытовая пристройка);
- в процессе сварочных работ нужно избегать перегревания газа, иначе аргон начнет разрушать элементы.
- Сварку производят с использованием короткой дуги на обратной полярности (подключение электрода к плюсу, а заготовки к минусу). При таком способе изделие плавится легче.
- Присадочная проволока подается в рабочую зону, где она плавится и соединяет изделия.
- Присадку нужно подавать постепенно, иначе велик риск разбрызгивания металла, что приведет к плохому соединению.
- Подача присадки происходит под углом к горелке, направления выполняются строго вдоль шва.
Выполнение этих условий гарантирует ровный и узкий шов.
В этом видео показывается, как отремонтировать (заварить дюралевый поддон):
Преимущества и недостатки аргоновой сварки
Плюсы метода:
- Этот вариант соединения элементов считается самым прочным.
- Сварка не занимает много времени.
- Технология подходит даже новичкам.
- Сварочный процесс, возможно, выполнить в домашних условиях.
- Деформация деталей исключена.
Минусы:
- Невозможность провести работу на открытом воздухе, ветер будет мешать правильному распределению газа над рабочей поверхностью.
- Необходимость иметь специальное оборудование.
- Высока вероятность со сложностью в настройках.
- Если работа производится трансформатором с высокой силой тока, то потребуется охлаждение.
Выполнение сварки в домашней обстановке требует соблюдения техники безопасности. В процессе работы применяют средства защиты, надевают:
- специальную одежду;
- маску;
- перчатки;
- обувь с резиновой подошвой.
Проводят работы по изоляции всех токопроводящих элементов. Исключают присутствие легковоспламеняющихся предметов возле рабочего пространства. Помещение должно быть хорошо вентилируемым.
Можно ли варить силумин аргоном
Детали различных форм из сплава алюминия и кремния славятся повышенной износостойкостью и прочностью. Этот сплав называется силумином.
Что он представляет собой, какие существуют особенности сварки изделий в домашних условиях, чем спаять силуминовые детали? Ответы на эти вопросы рассмотрим в статье.
Особенности сплава
Алюминиево-кремниевый сплав легко поддается ковке и литейным работам. Изделия из него прочные, легкие и устойчивые к коррозии, внешне привлекательны.
Симулин используют во многих сферах деятельности:
- машиностроении;
- архитектуре;
- изготовлении посуды;
- деталей для сантехники и многих других.
Его физические свойства сравнивают со сталью, однако силумин гораздо легче. Он имеет низкую стоимость, поэтому стал более предпочтительным в производстве недорогой бытовой техники.
Чтобы восстановить или соединить силуминиевые детали используют сварку. Соединение этого сплава на практике имеет ряд сложностей и отличается от обычной сварки.
Поговорим подробнее о способах и технологии сварки силумина самостоятельно. Существует два способа соединения силумина в домашних условиях:
- аргонодуговой;
- плавящимися электродами.
Технология сваривания аргоном
Прежде чем начать работу нужно приготовить оборудование. Вам понадобится:
- инвертор;
- горелка с неплавящимся электродом;
- баллон с газом;
- осциллятор;
- присадочная проволока.
Подготовка деталей заключается в удалении оксидной пленки:
- Для этого наждачной бумагой или другими средствами зачищаются места соединения деталей.
- Далее края обрабатываются любым химическим средством: растворителем, каустической содой.
Важно! После применения каустической соды, заготовки обязательно промыть напором воды. Технология сварки силумина аргоном напоминает процесс сваривания алюминия
Это самый надежный способ соединения силуминовых изделий
Технология сварки силумина аргоном напоминает процесс сваривания алюминия. Это самый надежный способ соединения силуминовых изделий.
При соединение деталей происходит их нагрев, образуется устойчивая к высокой температуре пленка, которая ограничивает надежность скрепления. Для избегания этого, применяется инертный газ — аргон. Он выталкивает воздух в сварочном пространстве, не позволяя окислятся деталям.
Требования к выполнению работ в домашних условиях:
- выполнять работу на открытом пространстве не рекомендуется, лучшим вариантом будет закрытое помещение (подойдет гараж или бытовая пристройка);
- в процессе сварочных работ нужно избегать перегревания газа, иначе аргон начнет разрушать элементы.
- Сварку производят с использованием короткой дуги на обратной полярности (подключение электрода к плюсу, а заготовки к минусу). При таком способе изделие плавится легче.
- Присадочная проволока подается в рабочую зону, где она плавится и соединяет изделия.
- Присадку нужно подавать постепенно, иначе велик риск разбрызгивания металла, что приведет к плохому соединению.
- Подача присадки происходит под углом к горелке, направления выполняются строго вдоль шва.
Выполнение этих условий гарантирует ровный и узкий шов.
В этом видео показывается, как отремонтировать (заварить дюралевый поддон):
Преимущества и недостатки аргоновой сварки
Плюсы метода:
- Этот вариант соединения элементов считается самым прочным.
- Сварка не занимает много времени.
- Технология подходит даже новичкам.
- Сварочный процесс, возможно, выполнить в домашних условиях.
- Деформация деталей исключена.
Минусы:
- Невозможность провести работу на открытом воздухе, ветер будет мешать правильному распределению газа над рабочей поверхностью.
- Необходимость иметь специальное оборудование.
- Высока вероятность со сложностью в настройках.
- Если работа производится трансформатором с высокой силой тока, то потребуется охлаждение.
Выполнение сварки в домашней обстановке требует соблюдения техники безопасности. В процессе работы применяют средства защиты, надевают:
- специальную одежду;
- маску;
- перчатки;
- обувь с резиновой подошвой.
Проводят работы по изоляции всех токопроводящих элементов. Исключают присутствие легковоспламеняющихся предметов возле рабочего пространства. Помещение должно быть хорошо вентилируемым.
Технология сварки алюминия инвертором
Перед началом сварки алюминия в домашних условиях нужно обработать место соединения:
- Если толщина деталей больше 5 мм, с кромок снимаются фаски под углом 45 — 60⁰. Чем толще металл, тем больше скос.
- Заготовки на расстоянии 2 — 3 см от стыка очищаются металлической щеткой от оксидной пленки и обезжириваются растворителем.
- Рекомендуется предварительный нагрев деталей до 400⁰C.
- Для предотвращения деформации, при усадке алюминиевые заготовки в зависимости от толщины размещают с зазором 1 — 2,5 мм между ними.
- Если детали тоньше 5 мм, под них подкладывают графитовые или керамические пластины, чтобы расплавленный металл не протекал на обратную сторону.
Сварка плавящимися электродами с покрытием выполняется постоянным током с плюсом на держателе, а вольфрамовыми — переменным. Чтобы шов по всей длине был одинаковой ширины, заготовки сначала прихватываются с обеих сторон. Диаметр электрода и ток в зависимости от толщины алюминия определяются по таблице:
|
Толщина металла, мм |
Величина тока, А | Диаметр электрода, мм |
|
2 |
50 — 60 |
2,5 |
|
3 — 4 |
80 — 90 |
3,2 |
| 5 — 6 | 90 — 140 |
4 |
При ведении сварки плавящимся электродом его располагают под углом 90⁰, стараясь держать как можно более короткую дугу. После завершения со шва оббивают шлак. О качестве судят по отсутствию пор и непроваров. Толстые заготовки свариваются в несколько проходов с удалением шлака с каждого шва. Скорость сгорания алюминиевых электродов выше, чем у стальных аналогов, поэтому вести их надо быстрей.
Аргонодуговая сварка выполняется горелкой с электродом расположенным под углом 70 — 80⁰ к стыку. Чтобы металл не разбрызгивался, присадочная проволока подается плавно без рывков. Ее ведут впереди электрода под углом 15⁰. Расход аргона в зависимости от толщины заготовок настраивается в пределах 6 — 12 л/мин. При работе с инверторным полуавтоматом скорость подачи проволоки устанавливается 2,5 — 3 м/мин. Расход газа настраивается на уровне 5 — 10 л/мин.
Новичкам только что узнавшим как сваривается алюминий инвертором не стоит сразу браться за чистовую работу. Без опыта и навыков ничего хорошего не получится. Для их наработки придется сначала потренироваться на ненужных заготовках. Желательно под руководством опытного сварщика.
Производство силумина
Изготовлением силумина занимаются не только крупные предприятия металлургической промышленности, но и частные лаборатории. Усовершенствование технологического процесса постоянно модернизируется.

- Из руды добываются металлы для шихты, можно производить силумин из золы, которая остается после работ теплоэлектроцентралей. Зола восстанавливается способом электронизации и с помощью элемента – криолита. В шихте еще много иных примесей, которые не оказывают влияния на качественные характеристики сплава. Единственное – железо влияет на качество лигатуры, но если оно находится в пределах от 0,8 до 1,5%, то такое количество допускается и содержится в отходах после ТЭЦ, поэтому использование таких шлаков для изготовления продукции благотворно отражается на экологии.
- В природе тоже встречаются соединения алюминия и кремния в бокситовой руде, но, согласно технологии, сплавы этих компонентов производятся искусственным путем, что способствует улучшению качества готовых изделий.
Что такое латунь
Материал внешне напоминает золото, но это соединение меди и цинка. Для улучшения эксплуатационных свойств в состав добавляют никель, железо, олово, свинец и иные ингредиенты. Примесей около 10%, а цинка от 30 до 35%.
Свойства латуни:
- плотность 8500 кг/м3;
- температура плавления от 880 до 950С;
- легко поддается обработке;
- износоустойчивость;
- вязкость;
- в зависимости от содержания преобладающего металла, бывает теплопроводной или пропускающей электричество.
Производимая продукция: проволока, фольга, прутья, металлические листы, трубы, арматура. Из нее выполняют украшения, фоторамки и значки. Стоимость изделий относительно невысокая, а срок эксплуатации длительный, при этом не утрачивается товарный вид.
Сравнение силумина и латуни
Силумин или латунь что лучше? По сравнению с латунью силумин является более хрупким материалом, но по ценовым характеристикам он дешевле.
У кранов и вентилей из силумина непродолжительный срок службы, они быстро ржавеют и при возникновении технической аварии могут быстро сломаться, что не исключает затопление нижних этажей. Приборы учета энергетических ресурсов с использованием элементов из этого материала также могут не выдержать параметров высокого давления и быстро придут в негодность
Материал силумин не выдерживает высокую температуру воды, срок эксплуатации водопроводных кранов не превышает года, на них постепенно образовываются микротрещины, что приводит к поломке устройства.
Для систем водоснабжения выбирать лучше всего изделия из латуни, хотя они и дороже, но выдерживают горячую воду и высокое давление.
Как отличить силумин от латуни? Чтобы отличить эти два материала следует обратить внимание на цвет изделия, из которого они изготовлены: из латуни – желтоватого цвета, а из силумина – белого. Причем по весу первый тяжелее второго
Конструктивные изделия из силумина можно выбирать для иных целей, в случаях, если основная нагрузка приходится на другие элементы.
Изделия из силумина сегодня пользуются спросом, так как они недорого стоят, а их внешний вид вполне эстетичен, но при выборе рекомендуется владеть знаниями об их предназначении.
Методы сварки алюминия
Для работы с алюминием и его сплавами применяются различные методы соединения, подразумевающие использование разного оборудования и материалов. Далее мы рассмотрим, как правильно сваривать алюминий по каждой отмеченной технологии.
Ручная дуговая сварка алюминия электродами
 1. Ручная дуговая сварка алюминия покрытыми электродами (технология ММА). Данный способ применяется для неответственных конструкций из чистого алюминия и его сплавов: AlSi, AlMg и AlMn; толщина изделий не превышает 4 мм.
1. Ручная дуговая сварка алюминия покрытыми электродами (технология ММА). Данный способ применяется для неответственных конструкций из чистого алюминия и его сплавов: AlSi, AlMg и AlMn; толщина изделий не превышает 4 мм.
Этот метод обладает несколькими недостатками:
- пористость и низкая прочность шва подразумевает невысокое качество соединения;
- большое количество брызг расплавленного металла;
- плохая отделяемость шлаковой корки, которая может вызвать коррозию.
Сваривание выполняется постоянным током обратной полярности без поперечных колебаний. Силу тока следует рассчитывать следующим образом: 25-30 А на 1 мм. электрода.
Для сварки алюминия предназначены несколько марок электродов: ОЗА, ОЗАНА и УАНА. Полный перечень представлен в разделе “Электроды по алюминию”.
Для получения более качественного соединения рекомендуется подогреть детали перед сваркой: изделия средней толщины до температуры 250-300°С, для массивных конструкций – до 400°С.
Важно! Если производитель электродов рекомендует иную температуру прогрева, примените его рекомендацию.
Полная информация представлена в статье “Сварка алюминия электродами”.
2. Ручная дуговая сварка также может осуществляться угольными электродами. Данный метод предназначен для неответственных конструкций. Сварка алюминия угольным электродом производится постоянным током прямой полярности. При работе с изделиями толщиной более 2,5 мм выполняется разделка кромок. Диаметр прутка составляет от 2 до 8 мм. Флюс наносится на стержень или на рабочую поверхность в виде пасты.
3. Ручная дуговая сварка вольфрамовым электродов проводится в инертном газе (технология AC TIG). Данный способ является самым распространенным, применяется в тех случаях, когда к соединению предъявляются высокие требования по следующим свойствам: прочность и эстетичность. При работе используются стержни диаметром от 1,6 до 5 мм. и присадочные прутки – от 1,6 до 4 мм. в поперечном сечении.
Сварка алюминия вольфрамовым электродом проводится в защитной среде из аргона или гелия. Питание электрической дуги осуществляется от источника переменного тока, что позволяет разрушать оксидную пленку.
- Угол между электродом и рабочей поверхностью должен составлять 70-80°; между присадочной проволокой и электродом – 90°. Длина дуги – от 1,5 до 2,5 мм.
- Присадка подается короткими возвратно-поступательными движениями. Поперечные движения электрода и присадочного прутка недопустимы.
- Горелка движется вслед за прутком.
- Под алюминиевое изделие следует класть прокладку из меди и стали, которая будет выполнять теплоотводящую роль. Это исключит образование дыр, особенно при работе с тонким металлом.
- Размеры сварочной ванны должны быть минимальными.
- Подача аргона начинается за 5-7 секунд до возбуждения дуги, а выключается через 5-7 секунд после её обрыва.
Автоматическая дуговая сварка

На фото: автоматическая сварка под флюсом. Сваривается сталь, картинка приведена для общего представления процесса.
Автоматическая сварка алюминия производится полуоткрытой дугой по слою флюса или закрытой дугой под флюсом.
В первом случае используются плавящиеся электроды и фторидно-хлоридные флюсы. С обратной стороны сварного соединения рекомендуется использовать стальную подкладку, что поможет избежать протеков расплавленного металла. Сваривание осуществляется постоянным током обратной полярности. Высокая концентрация энергии обеспечивает глубокое проплавление основного металла. Достаточно мощная дуга хорошо прогревает изделие, поэтому предварительный подогрев не нужен. Также нет необходимости в скосе кромок при работе с деталями толщиной более 20-25 мм.
Автоматическая сварка под флюсом проводится расщепленным электродом (т.е. двумя электродными проволоками, одновременно подаваемыми в сварочную ванну) с применением переменного или постоянного тока обратной полярности. Необходимо использовать флюсы с пониженной электроводностью.
Технология пайки силумина
Сварка силумина осуществляется методом аргонодугового сваривания с помощью аппарата, в конструкцию которого входят инвертор, баллон с защитным газом, горелка, осциллятор, не плавящиеся электроды из вольфрама. В работе задействуется особая, а именно силуминовая проволока.
Сварка силуминовых конструкций сопряжена с определенными трудностями:
- сваривать можно лишь те детали, которые изготовлены из силумина литейных марок, так как в их состав входит цинк;
- проведения сварных операций с таким металлом отличается высокой ресурсозатратностью.
Процесс аргоно-дуговой сварки силумина.
Технология аргонодуговой сварки предусматривает определенные подготовительные работы, без проведения которых сварные швы редко получаются качественными.
Такие операции позволят устранить оксидную пленку, для чего кромки соединяемых деталей нужно зачистить наждачкой. Также подойдет специальная пескоструйная машина или самодельная щетка по металлу.
Далее поверхности подвергают химической обработке с помощью бензина или любого растворителя. Также допускается использование для этого раствора из воды и каустической соды, но при таком положении дел изделие обязательно промывают по проточной водой.
При работе с силуминовыми деталями активно используют электроды марки ОК96.50, стержень которых изготавливаются из силумина, а обмазка ‒ из составов на основе солей и щелочей из хлора или фтора.
Точечная сварка сплавов.
Сварка силумина в аргоне электродом происходит следующим образом:
- Чтобы изделие проплавлялось наилучшим образом, работы по сварке материала нужно осуществлять при обратной полярности тока с использованием короткой дуги.
-
Присадочную проволоку подают в сварную зону, где она расплавляется, а затем соединяется с металлом изделия.
Это приводит к формированию жидкой однородной массы, которая по мере остывания становится монолитной. -
Если быстро подать в сварную ванну присадочный материал, раскаленный металл начнет разбрызгиваться.
В итоге, качество сварочного соединения, а также его прочность и долговечность снизятся. -
Проволока должна аккуратно подаваться под углом непосредственно спереди горелки.
Движение сварщика непременно должны быть плавными. Передвигать присадку поперек, отклонять ее в стороны нельзя, так как это скажется на качестве сварочного шва.
Иные требования при работе с силуминовыми конструкциями аналогичны соединению алюминиевых изделий путем сваривания металлических изделий в аргоне:
- поджигая электрод, касаться соединяемых деталей запрещено;
- газа можно подать через четверть минуты после поджога электрода, что позволит достаточным образом прогреть воздух вокруг сопла газовой горелки;
- нельзя прекращать подачу газа разу после завершения работы, а только спустя пятнадцать секунд после этого, что позволит металлу соединения остыть равномерно и не потрескаться.
Таблица режимов сварки алюминия.
Среди достоинств электродуговой сварки в аргоне выделяют:
- узконаправленное воздействие дуги, предотвращающее деформационные процессы на свариваемых элементах;
- больший вес аргона по сравнению с воздухом, поэтому он способен вытеснять кислород из сварной зоны;
- высокую скорость рабочего процесса;
- наличие разных методик сварки различных составов.