Поршневая мтз 80 и мтз 82: установка шатунно-поршневой группы
Содержание:
- Моменты затяжки основных резьбовых соединений
- Как отрегулировать клапаны на МТЗ-80 и МТЗ-82
- Сборка
- Проверка и регулировка установочного угла опережения впрыска топлива на дизеле
- Регулировка затяжки
- Регулировка клапанов МТЗ-82
- Регулировка клапанов МТЗ 80
- Проблемы при оплате банковскими картами
- Подготовка стягиваемой поверхности блока и головки
- Регулировки
Моменты затяжки основных резьбовых соединений
Крепеж головки цилиндров
Порядок затяжки болтов крепления головки блока цилиндров.
На рисунке приведен порядок затяжки болтов крепления головки цилиндров. Предварительно установленные болты подтянуть от руки. В дальнейшем болты крепления головки блока цилиндров затягиваются за три приема:
1 прием – болты затянуть моментом 100±10 Н·м (10±1 кгс·м).
2 прием – болты довернуть на 180º±5º.
3 прием – болты довернуть на 90º±5º.
Внимание:
После затяжки болтов крепления головки блока цилиндров, выполненной в три приема, дальнейшего контроля затяжки болтов в эксплуатации не требуется
Резьбовое соединение
Момент затяжки, Н·м (кгс·м)
Крепеж коленчатого вала и шатунно-поршневой группы
Болты крепления крышки коренных подшипников коленчатого вала
Предварительный момент затяжки: 135±15 (13,5±1,5)
Окончательный момент: довернуть болты на 120º±2º
Болты крепления маховика.
Внимание:
Болты используются только 1 раз. Установка болтов второй раз недопустима.
Предварительный момент затяжки: 85 ± 5 (8,5 ± 0,5)
Окончательный момент: довернуть болты на 90º±2º
Болты крепления гасителя крутильных колебаний.
Внимание:
Болты используются только 1 раз
Установка болтов второй раз недопустима.
Предварительный момент затяжки: 85 ± 5 (8,5 ± 0,5)
Окончательный момент: довернуть болты на 90º±2º
Болты крепления крышки шатуна
Предварительный момент затяжки: 70 ± 5 (7 ± 0,5)
Окончательный момент: довернуть болты 115º±2º
Болты крепления форсунок охлаждения поршней
8 – 10 (0,8 – 1,0)
Крепеж внутри картера маховика
Болты крепления корпуса шестерен
80 — 100 (8,0 – 10,0) с нанесением анаэробного герметика Loctite 518 на фланец
Болты крепления масляного насоса
22 — 25 (2,2 – 2,5)
Болты крепления подшипника распределительного вала
50 – 55 (5 – 5,5)
Болты крепления промежуточной шестерни привода пневмокомпрессора
50 – 55 (5 – 5,5)
Болты крепления картера маховика
Ø10мм: 43 — 55 (4,4 – 5,6)
Ø12мм: 80 — 100 (8,0 – 10,0)
с нанесением герметика Loctite 518 на фланец
Крепеж механизма газораспределения
Болты стоек и оси коромысел
Затяжку производить в три приёма:
1. Завернуть на 2 — 3 оборота;
2. Начиная с середины, последовательно перемещаясь в обе стороны, затянуть моментом 20 — 30 (2,0 — 3,0);
3. Начиная слева, последовательно перемещаясь вправо дотянуть моментом 73,54 ± 4,9 (7,5 ± 0,5)
Регулировочные гайки коромысел
50 – 55 (5 – 5,5)
Крепеж топливной аппаратуры
Гайка крепления шестерни привода топливного насоса
195 ± 5 (19,5 ± 0,5)
Болты крепления топливного насоса высокого давления
50 — 55 (5,0 – 5,5)
Болты крепления рампы
45 ± 2 (4,5 ± 0,2)
Болты крепления скоб форсунок в головке цилиндров
Предварительный момент затяжки: 16±1 (1,6± 0,1)
Окончательный момент: довернуть болты на 95º±2º
Гайка штуцера форсунки в головке блока цилиндров
Предварительный момент затяжки: 5 (0,5)
Окончательный момент затяжки: 55 ± 1 (5,5 ±0,1)
Гайки крепления топливопроводов к рампе и штуцеру форсунки
25+8 (2,5+0,8)
При течи топлива затянуть максимальным моментом 50 (5,0)
Болты крепления фильтра тонкой очистки топлива
22 – 25 (2,2 – 2,5)
Болты крепления блока электронного управления
8 – 10 (0,8 – 1,0)
Крепеж крышки головки цилиндров и масляного картера
Болты крепления крышки головки цилиндров
8 – 10 (0,8 – 1,0)
Болты крепления картера масляного
22 — 25 (2,2 ± 2,5) с нанесением герметика Loctite 518 на фланец
Пробка сливного отверстия масляного картера
70 ± 14 (7,0 ± 1,4)
Крепеж навесных агрегатов
Болты крепления кронштейна генератора
50 – 55 (5,0 -5,5)
Болты крепления генератора на кронштейне
50 – 55 (5,0 -5,5)
Болты крепления кронштейна компрессора кондиционера
50 – 55 (5,0 -5,5)
Болты крепления компрессора кондиционера на кронштейне
22 – 25 (2,2 – 2,5)
Болты крепления натяжных роликов
50 – 55 (5,0 -5,5)
Болты крепления пневмокомпрессора
Ø10мм: 50 — 55 (5,0 – 5,5)
Ø14мм: 140 — 160 (14 – 16)
Болты крепления насоса гидроусилителя руля
50 – 55 (5,0 -5,5)
Гайки крепления стартера
80 – 100 (8 – 10)
Болты крепления распределительной водяной трубы на головке
22 – 25 (2,2 – 2,5)
Болты крепления сервисного модуля
22 – 25 (2,2 – 2,5)
Болты корпуса привода вентилятора
Ø 8мм: 22 — 25 (2,2 – 2,5)
Ø10мм: 50 — 55 (5,0 – 5,5)
Болты крепления предпускового электроподогревателя воздуха
22 – 25 (2,2 – 2,5)
Болты рымов двигателя
140 – 160 (14 – 16)
Крепеж выпускного тракта
Болты крепления выпускного коллектора
Предварительный момент затяжки: 20 (2,0)
Окончательный момент затяжки: 50- 55 (5,0 – 5,5)
Гайки крепления турбокомпрессора на выпускном коллекторе
50 — 55 (5,0 – 5,5)
Гайки крепления заслонки моторного тормоза
50 — 55 (5,0 – 5,5)
Как отрегулировать клапаны на МТЗ-80 и МТЗ-82
Регулировка клапанов трактора МТЗ-80 и его аналогов (МТЗ-82) — составная и важная задача при техническом обслуживании системы газораспределения дизеля и после его ремонта. Эти действия позволяют улучшить работу двигателя, сократить расход топлива, повысить мощность и КПД. Многое зависит от режима и условий эксплуатации трактора. Качественная работа дизеля отражается на его долговечности и надёжности. При интенсивной эксплуатации двигатель и его составные части получают существенную нагрузку. Она отражается на геометрии многих деталей. Клапана и прочие элементы газораспределительного механизма подвергаются термической нагрузке (сильному нагреву), механическим и динамическим перегрузкам. Вибрация, постоянное движение, перепады температуры.
Содержание работ
Весь смысл операции состоит в получении нужных зазоров между бойками коромысел и торцами стержней регулируемых клапанов. При этом следует точно подтянуть болты крепления цилиндров. Следует помнить, что регулировка клапанов трактора МТЗ-82 (и предшественника МТЗ-80) обязана выполняться в чёткие промежутки времени. Сначала, непосредственно после процедуры обкатки, а потом последующие 480 часов конкретной эксплуатации. Любая разборка цилиндров в последующее время подразумевает аналогичные действия. Явным признаком экстренной настройки может служить стук клапанов. Тогда производят внеплановую регулировку. При ухудшении качества работы двигателя, появления задымлённости медлить с проверкой клапанов не стоит!
Очерёдность работ
При наличии элементарных технических навыков, знания устройства двигателя, умения обращаться с простым слесарным инструментом, эту регулировку можно выполнить самостоятельно. Но главное — строго соблюдать очерёдность действий. Начинать регулировку надо с приготовления доступности к крышке головки блока цилиндров. Потом снимают с крышки цилиндров защитный кожух. После следует контролировать силу затяжки креплений у стоек вала коромысел. При этом поршень первого цилиндра обязан быть в положении ВМТ (верхняя мёртвая точка), а его клапаны плотно прижаты (другими словами — закрыты).
На винте для регулировки необходимо ослаблять контргайку нужного клапана, а после, вкручивая или выкручивая винт, выставляют требуемый по щупу зазор между бойком и торцом. Щуп — это мерка, шаблон с определённым значением величины. Ведь измерить зазор другим, примитивным способом в данных условиях нереально. Выполнив регулировку зазора, надо очень крепко закрутить контргайку и сделать контрольную проверку щупом величины зазора. При этом необходимо прокручивать штангу.
Разумеется, клапаны надо подвергать регулировке в строгой очерёдности по формуле работы цилиндров в двигателе. Первый, третий, четвёртый, второй. Это делают при помощи вращения коленчатого вала на половину оборота, причём по часовой стрелке!
Дополнительные наставления
Запрещается закручивать гайки быстро, туго и резкими движениями. Это делается спокойно и равномерно, в несколько заходов
Важно давать возможность и свободу для перемещения закручиваемых элементов. Так проще правильно выставить их положение
Закручивать крепёж важно на тёплом двигателе. Существует схема очерёдности затяжки болтов головки блока цилиндров. Её можно посмотреть в руководстве по регулировке газораспределительного механизма. Эта схема позволяет произвести затяжку качественно, обеспечив идеальную герметичность двигателю.
Приведённый выше пример описывает самый простой способ регулировки клапанов двигателя. Существуют и альтернативные методы. Например, двукратный метод. Вам понадобится помощник, так как будет необходимо нажимать педаль сцепления и проворачивать маховик, сверяя положение меток, сделанных специально для этой цели.
Помните главное — техника любит уход, заботу, интеллектуальный подход и бережное отношение!
agromania.com.ua
Сборка
Головку цилиндров собирайте в последовательности, обратной разборке. Перед сборкой головку цилиндров и клапаны обдуйте сжатым воздухом. Тарелки и седла клапанов протрите салфеткой, смоченной в керосине. Клапаны устанавливайте в те седла, к которым они были притерты. Стержни клапанов перед сборкой смажьте дизельным маслом. Стержни должны перемещаться в направляющих втулках без заеданий и заметного поперечного покачивания. Сухари клапанов должны выступать над плоскостью тарелки пружины клапана на 1±0,5 мм. Допускается утопание до 1 мм.
Герметичность сопряжения «клапан – гнездо тарелки клапана» проверьте одним из следующих способов: залейте во впускные и выпускные каналы головки цилиндров керосин. В течение 2…3 мин после этого течь керосина не допускается; на тарелки клапана налейте водную эмульсию или дизельное топливо, подведите сжатый воздух под давлением 0,3…0,5 кгс/см 2 во впускные и выпускные каналы головки цилиндров с помощью приспособления КИ–16311. Появление воздушных пузырьков из-под тарелки клапана не допускается.
Тракторные двигатели МТЗ оснащаются съемной головкой, которая устанавливается на блоке цилиндров и крепится болтами. От корректности установки деталей и соблюдения момента затяжки ГБЦ МТЗ зависит надежность работы силового агрегата. При прорыве выхлопных газов или охлаждающей жидкости снижается мощность, разрушаются компоненты поршневой группы и газораспределительного механизма мотора.
Проверка и регулировка установочного угла опережения впрыска топлива на дизеле
Техобслуживание » Проверка и регулировка установочного угла опережения впрыска топлива на дизеле При затрудненном пуске дизеля, дымном выпуске, а также при замене, установке топливного насоса после проверки на стенде через каждые 120 тыс. км пробега или ремонте дизеля обязательно проверьте установочный угол опережения впрыска топлива на дизеле.
Значения установочного угла опережения впрыска топлива приведены в таблице 13. Таблица 13
| Топливный насос высокого давления | Дизель | |
| Д-245.7Е2 | Д-245.9Е2 | Д-245.30Е2 |
| Установочный угол опережения впрыска топлива, градусов поворота коленчатого вала | ||
| 773.1111005-20.05 | 2,5±0,5 | |
| 773.1111005-20.06 | 3,0±0,5 | |
| 773.1111005-20.07 | 4,0±0,5 |
Рисунок 24. Эскиз контрольного приспособления
- нажимная гайка
- трубка высокого давления
Проверку установочного угла опережения впрыска топлива с топливными насосами, 773 (ОАО «ЯЗДА») производите в следующей последовательности:
- установите поршень первого цилиндра на такте сжатия за 40–50° до ВМТ;
- установите рычаг управления регулятором в положение, соответствующее максимальной подаче топлива;
- отсоедините трубку высокого давления от штуцера первой секции насоса и вместо неё подсоедините контрольное приспособление, представляющее собой отрезок трубки высокого давления длиной 100…120 мм с нажимной гайкой на одном конце и вторым концом, отогнутым в сторону на 150…170° в соответствии с рисунком 24;
- заполните топливный насос топливом, удалите воздух из системы низкого давления и создайте избыточное давление насосом ручной прокачки до появления сплошной струи топлива из трубки контрольного приспособления;
- медленно вращая коленчатый вал дизеля по часовой стрелке и поддерживая избыточное давление в головке насоса (прокачивающим насосом), следите за истечением топлива из контрольного приспособления. В момент прекращения истечения топлива (допускается каплепадение до 1 капли за 10 секунд) вращение коленчатого вала прекратить;
- выверните в соответствии с рисунком 25 фиксатор из резьбового отверстия заднего листа и вставьте его обратной стороной в то же отверстие до упора в маховик, при этом фиксатор должен совпадать с отверстием в маховике (это значит, что поршень первого цилиндра установлен в положение, соответствующее установочному углу опережения впрыска топлива, указанному в таблице 13).
Рисунок 25. Установка фиксатора в отверстие заднего листа и маховика
При несовпадении фиксатора с отверстием в маховике произведите регулировку, для чего проделайте следующее:
- снимите в соответствии с рисунком 26 крышку люка;
- совместите фиксатор с отверстием в маховике, поворачивая в ту или другую сторону коленчатый вал;
- отпустите на 1…1,5 оборота гайки крепления шестерни привода топливного насоса;
- при помощи ключа поверните за гайку валик топливного насоса против часовой стрелки до упора шпилек в край паза шестерни привода топливного насоса;
- создайте избыточное давление в головке топливного насоса до появления сплошной струи топлива из трубки контрольного приспособления;
- поворачивая вал насоса по часовой стрелке и поддерживая избыточное давление, следите за истечением топлива из контрольного приспособления;
- в момент прекращения истечения топлива прекратите вращение вала и зафиксируйте его, зажав гайки крепления полумуфты привода к шестерне привода.
Произведите повторную проверку момента начала подачи топлива.
Отсоедините контрольное приспособление и установите на место трубку высокого давления и крышку люка. Заверните в отверстие заднего листа фиксатор.
Привод топливного насоса
Рисунок 26. Привод топливного насоса
Регулировка затяжки
Итак, если решили заняться затяжкой винтов ГБЦ и регулировкой момента, то нужно соблюдать определенный порядок и последовательность. Болты крепления ГБЦ не должны быть слишком затянуты или не дотянуты. Усилие нужно прикладывать, но не увлекаться. Если не имеете опыта, то за помощью лучше обратиться к профессионалам.
Инструменты
Динамометрический ключ, необходимый для затягивания элементов ДВС
Несмотря на то что этот процесс ремонтных работ требует особенного индивидуального подхода, подготовка к нему проходит быстро. Все потому что для этого не надо подготавливать целый набор инструментов. Если решили заняться этим самостоятельно, то понадобится приготовить только динамометрический ключ.
В хозяйстве такой ключ вряд ли получится найти, придется его приобретать в магазине. Сегодня средняя стоимость такого инструмента составляет около 800 рублей (250 гривен). Это более дешевый вариант. Можно приобрести и профессиональный ключ, его стоимость составляет около 1 500 рублей (500 гривен) и больше.
Загрузка …
Схема затяжки
Так выглядят штифты головки двигателя
Рассмотрим схему процесса. Сразу же отметим, процедура затяжки осуществляется в несколько этапов, каждый имеет определенные шаги. При первом этапе порядок действий такой:
- Если не знаете, какой должен быть порядок затяжки, то все элементы необходимо закрепить моментом 3,5 — 4,1 кгс*м;
- На следующем этапе эти элементы нужно закрепить, чтобы момент составлял 10,5 — 11,5 кгс*м;
- Последний, одиннадцатый болт нужно закрутить моментом 3,5 — 4,0 кгс*м.
Что касается второго этапа работ, то он осуществляется в несколько шагов:
- Сначала нужно соблюдать момент обтяжки, он должен составлять 2,0 кгс*м;
- После этого элементы ГБЦ необходимо провернуть на 90 градусов;
- Затем следует еще раз довернуть их на 90 градусов.
Этапы
Номерами отмечены винты под демонтированной крышкой блока, которые надо затянуть
Рассмотрим поэтапную инструкцию по затягиванию болтов. Как сказано выше, она будет индивидуальна для каждого транспортного средства. Поэтому, если хотите заняться этим делом самостоятельно, то вам в любом случае необходима сервисная книжка к своему авто. В частности, вам потребуется:
- ознакомиться с процессом и схемой затягивания винтов ГБЦ в своей машине;
- также необходимо знать время силы для затягивания винтов ГБЦ;
- ознакомиться со штифтами, которые используются для затягивания, возможно, они имеют специфическую форму или другие нюансы, которые следует учесть.
Процесс затягивания штифтов головки при помощи динамометрического ключа
Как сказано выше, процедура по затягиванию штифтов ГБЦ происходит в несколько этапов. Рассмотрим этот процесс на примере автомобиля ВАЗ 2109:
- Все регулировочные штифты следует затянуть таким образом, чтобы момент был равен 2,0 кгс*м.
- Затем эти же винты нужно закрепить. Для этого момент должен быть равен примерно 8 кгс*м.
- Все винты следует провернуть, но не более, чем на 90 градусов.
- Затем нужно довернуть штифты не более, чем на 90 градусов.
Регулировка клапанов МТЗ-82
Такая процедура необходима в тех случаях, когда происходит сбой в системе трактора: при стуке в двигателе, нарушении теплового режима в моторе, после проведения работ по капитальному ремонту транспортного средства и т.д.
Многих пользователей интересует вопрос о том, как клапанные элементы регулируются: последовательность (порядок) на машине регулировки клапанов осуществляется в порядке функционирования цилиндрических элементов.
Процедура проводится следующим образом:
- Перед установкой необходимых зазоров между клапанными деталями необходимо прогреть силовой агрегат трактора. Температура рабочей жидкости в двигателе не должна быть ниже +75°С.
- После того как двигатель прогреется, следует открутить верхнюю крышку с клапана.
- Затем необходимо открутить ось коромысел и масляного подвода.
- Когда все колпаки будут откручены, нужно проверить затяжку крепления стоек блока при помощи динамометрического ключа. Сначала проверяют поршень первого цилиндрического элемента, затем второго и т.д.
- После этого следует вернуть на место осевой элемент и протянуть стойки, а затем провести регулировку промежутков между клапанами.
- После установки зазора нужно надежно зафиксировать все крепежные гайки силового механизма.

Данную процедуру можно проводить самостоятельно только в том случае, если все запчасти являются заводскими, т.е. своими от МТЗ-82.
Регулировка клапанов с протяжкой головки цилиндров
Для того чтобы выполнить регулировку, необходимо:
- Установить транспортное средство на специальную платформу.
- Прогреть мотор до температуры +60…+70°С.
- Снять силовой агрегат.
- Разобрать двигатель, согласно руководству пользователя.
- Убрать крышку с клапанной коробки.
- Осмотреть крепежные болты и гайки валика коромысла.
- Поршневой механизм нужно повернуть в положение высшей мертвой точки.
- Осмотреть цилиндры, 2 клапанных элемента должны быть закрыты.
- Промежуток, который образовался между коромыслом и клапанами, следует проверить при помощи измерительных щупов. Если щуп диаметром 0,35 мм проходит в этот промежуток свободно, а щуп диаметром 0,4 мм не проходит, значит, зазор нормальный. В противном случае следует сделать регулировку.
- Открутить контргайку и крепежные гайки.
- Зажать щуп диаметром 0,25 при помощи винта регулировочного типа между рабочей областью коромысел и торцами.
- Затянуть все крепежные болты.
- При помощи маховика повернуть механизм коленчатого вала на пол-оборота и выполнить регулировку цилиндрического элемента № 3.
- После этого отрегулировать клапаны цилиндрических деталей под номерами 4 и 2.
- Собрать двигатель и установить его обратно на трактор.
- Завести транспорт для проверки.
Читать дальше: Трубка домофона включена или выключена как понять

Регулировка клапанов МТЗ 80
Регулировка клапанов МТЗ 80 проводится в целях установки необходимых рабочих зазоров между “ножками” клапанов и коромыслами. Регулируемый зазор клапанов МТЗ-80 должен соответствовать техническому стандарту, и составлять – 0,25 мм. Чтобы отрегулировать клапана на МТЗ 80, Вам необходимо проделать следующие действия.
Регулируя клапана, выставьте поршень первого цилиндра двигателя МТЗ 80 в ВМТ. Оба клапана должны быть закрыты. Немного отпустите контргайку на штыре регулировки коромысла, и вставьте щуп между коромыслом и торцом “ножки” клапана. Выставьте отверткой, или плоскогубцами, положение регулировочного штыря, относительно щупа. Он должен умещаться в зазоре, и выходить из него, с небольшим затруднением.
Когда необходимый зазор на одном из клапанов «восьмидесятки» будет отрегулирован, затяните до упора контргайку, и перейдите к следующему. Очередность регулировки МТЗ, должна соответствовать очередности работы цилиндров его двигателя, то есть 1-3-4-2. По мере регулировки клапанов не забудьте прокручивать коленный вал двигателя на 180 градусов вправо, находясь лицом к двигателю. По окончании работы по регулировке клапанов, установите на штатное место колпак крышки, и заведите мотор для проверки его работы.
Если Вы следовали всем нашим рекомендациям, двигатель трактора будет работать тише. Сама работа по себе несложна. Однако делать ее необходимо, если вы полностью уверены в своих действиях, или у вас есть опытный «советчик». Вовремя проведенные работы повысят надежность работы двигателя и срок его службы.
Проблемы при оплате банковскими картами
Иногда при оплате банковскими картами Visa / MasterCard могут возникать трудности. Самые распространенные из них:
- На карте стоит ограничение на оплату покупок в интернет
- Пластиковая карта не предназначена для совершения платежей в интернет.
- Пластиковая карта не активирована для совершения платежей в интернет.
- Недостаточно средств на пластиковой карте.
Для того что бы решить эти проблемы необходимо позвонить или написать в техническую поддержку банка в котором Вы обслуживаетесь. Специалисты банка помогут их решить и совершить оплату.
Вот, в принципе, и все. Весь процесс оплаты книги в формате PDF по ремонту автомобиля на нашем сайте занимает 1-2 минуты.
Если у Вас остались какие-либо вопросы, вы можете их задать, воспользовавшись формой обратной связи, или написать нам письмо на info@krutilvertel.com.
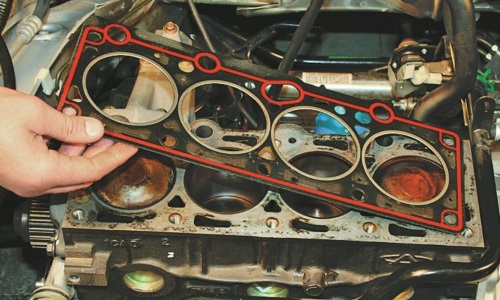
Подготовка стягиваемой поверхности блока и головки
Монтаж головки на штатное место производится после частичного или капитального ремонта агрегатов и узлов мотора. Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.
 Подготовка стягиваемой поверхности блока и головки.
Подготовка стягиваемой поверхности блока и головки.
Для соединения шатуна и поршня палец запрессовывают в поршень специальной оправкой, а затем фиксируют от продольного перемещения стопорными кольцами. Корректно подобранный палец не перемещается в посадочных гнездах под воздействием собственного веса.
Не допускается перекос пальца в отверстии подшипника шатуна, а также изгиб или конический износ цилиндрического элемента.
В пазы на теле поршня устанавливаются кольца, обеспечивающие компрессию и удаляющие следы масла с поверхности гильзы. В атмосферных моторах МТЗ использованы 3 компрессионных кольца, двигатели с наддувом оборудованы 2 кольцами, верхнее имеет покрытие из износоустойчивого сплава на основе хрома. Замки колец размещаются через 180°, обеспечивая повышение компрессии
При монтаже деталей требуется обращать внимание на метки, указывающие корректное расположение колец относительно днища поршня
Перед установкой поршней требуется монтаж на штатное место коленчатого вала (если он демонтировался для шлифовки из замены). Затем устанавливают в гильзу цилиндра поршень с шатуном, после чего монтируются вкладыши и затягиваются крышки коренных и шатунных подшипников. Для проверки корректности сборки применяется прокручивание вала двигателя динамометрическим ключом.
Установка прокладки и ГБЦ на блок
Прокладка укладывается на верхнюю плоскость блока, предварительно протертую чистой ветошью. Предварительно рекомендуется проверить состояние совмещаемых плоскостей блока и головки металлической инструментальной линейкой. Не допускается коробление деталей, поскольку изогнутые поверхности не обеспечивают равномерного зажатия прокладки, которую пробьет поток выхлопных газов. Поврежденные плоскости шлифуются на специальном станке, для герметизации стыка применяется металлизированная прокладка с увеличенной толщиной материала.
 Установка прокладки и гбц на блок.
Установка прокладки и гбц на блок.
Перед монтажом прокладки рекомендуется повторно проверить выступ верхнего бурта гильз цилиндров. На атмосферном дизеле допустимое значение лежит в диапазоне 0,065-0,165 мм, на версии с наддувом — 0,05-0,11 мм. Для равномерной установки гильз после замены требуется установить на блок корпус головки, который прижимается штатными ботами. Под головки крепежных элементов подкладываются металлические дистанционные гильзы длиной 100-105 мм, момент затяжки не превышает 10-15 Н/м.
При соединении деталей используется новая прокладка, применять использовавшуюся ранее пластину категорически запрещено. Деталь извлекается из целлофанового пакета, рекомендуется осмотреть поверхность детали и убедиться в отсутствии надрывов или вмятин. Для улучшения герметичности и облегчения снятия деталей при будущих ремонтах используется нанесение графитовой термостойкой пасты на обе стороны прокладки.
Затем поверх прокладки укладывается головка блока, в отверстия вставляются болты, которые затем затягиваются динамометрическим ключом. Для обеспечения качества соединения требуется использовать новые болты, поскольку старые детали деформируются при затяжке и в процессе работы дизеля. На резьбовую часть наносится тонкий слой моторного масла, болты заворачиваются в отверстия от руки.
Регулировки
Настройку узла осуществляют в исправном состоянии. Её правильность является важным фактором в эффективной работе усилителя и сохранения эксплуатационного ресурса. Наладка делится на настройку зазоров зацеплений механических пар и хода золотника.
Зацепление червяк-сектор
Регулировку производят при исправном состоянии рулевых тяг и сочленений привода руля, свободный ход рулевого колеса не должен превышать 30 ̊ с работающим двигателем.
Порядок наладки:
- Поддомкрачивается передний мост трактора или отсоединяется сошка от рулевых тяг.
- Отпускают болт регулировочной эксцентриковой втулки.
- Поворачивают по часовой стрелке втулку до упора червяка в максимальном зацеплении с сектором.
- При работающем двигателе, поворачивая рулевое колесо определяют положение зацепления без ощущения заклинивания, увеличивая зазор поворотом втулки против часовой стрелки.
- Затягивают болт крепления втулки, снимают мост с домкрата или подсоединяют сошку к рулевым тягам.
Подтяжка сферической гайки червяка
Затяжка гайки нивелирует зазор между золотником и обоймами подшипников, образовавшийся в результате выработки или ослабления. Появления зазора отражается на увеличении свободного хода руля и появлению эффекта болтания рулевых колёс. При появлении люфта — золотник может произвольно подключать полости цилиндра к магистралям с давлением масла.
Затяжка сферической гайки червяка
- Откручиваются болты крепления распределителя к корпусу усилителя.
- Снимают крышку и крепят распределитель на два размещённых по диагонали болта 5. Толщину фланца крышки компенсируют подложкой шайб 4 или гаек большого диаметра под головки болтов.
- Затем расшплинтовуют регулировочную гайку 1, и затягивают её до упора золотника в обоймы подшипников. Затяжку осуществляют с усилием 20 Нм.
- Отворачивая сферическую гайку до первого совпадения отверстия на валу червяка — гайку зашплинтовуют.
- Демонтируют установочные болты с шайбами и устанавливают крышку с прокладкой, затягивая четырьмя болтами в штатном режиме.
Правильная затяжка даёт плотное прилегание золотника к обоймам подшипников и обеспечивает возвращение золотника в нейтральное положение под действием пружин при прекращении вращении рулевого колеса. Излишняя затяжка увеличивает усилие на руле и приводит к быстрому износу упорных подшипников распределителя.
Регулировка зацепления сектор — рейка
Зазор в зацеплении сектор–рейка штока поршня цилиндра регулируется количеством прокладок между корпусом усилителя и упором рейки. Достаточный зазор 0,25-0,3 мм обеспечивает работу пары без заклинивания.
Равномерность хода золотника
Ход золотника регулируют прокладками между корпусом усилителя и распределителем, распределителем и крышкой сферической гайки. При недостаточном усилении поворота влево устанавливают дополнительную прокладку в 0,5-1 мм между корпусом колонки и распределителем, если недостаточно усиление вправо – устанавливают прокладку под крышкой сферической гайки. Таким образом, выравнивают амплитуду хода золотника влево — вправо.
Давление в системе
Настройка давления предохранительного клапана 7 осуществляется изменением сжатия пружины. Заворачивая винт клапана — увеличивается сжатие пружины и соответственно максимальное рабочее давление гидросистемы усилителя.