Блок двигателя — engine block
Содержание:
- Почему нужно делать диагностику ГБЦ методом опрессовки
- При каких симптомах нужно задуматься об опрессовке ГБЦ
- Как производят опрессовку ГБЦ
- Ответы на частые вопросы клиентов
- м. Алтуфьево
- м. Царицыно
- Наши акции:
- Мифы
- Устройство блока цилиндров
- Устройство КШМ
- Исполнения рубашки охлаждения
- При помощи чего проводится расточка
- Плюсы от расточки коленвала
- Особенности чугунного блока цилиндров
- Какой надежнее двигатель с алюминиевым блоком или чугунным
- Ремонтопригодность головки блока цилиндров
- Разберемся с определением.
- Строение и основные функции, которые выполняет головка блоков цилиндров в период работы.
- Блок цилиндров
- Народные способы
Почему нужно делать диагностику ГБЦ методом опрессовки
Опрессовка головки блока цилиндров является неотъемлемой частью качественного капитального ремонта двигателя. Она позволяет выявить неисправности системы охлаждения двигателя, скрытые дефекты ГБЦ, такие, как трещины, свищи или пористость металла и отталкиваясь от обнаруженных дефектов можно сделать выводы о целесообразности дальнейшего ремонта головки блока цилиндров.
Читать далее
При каких симптомах нужно задуматься об опрессовке ГБЦ
Даже будучи не специалистом в автоделе можно по первичным признакам догадаться о неисправности системы охлаждения двигателя, которая может быть связана с выходом из строя головки блока цилиндров. Такими признаками являются:
- Постоянное снижение уровня охлаждающей жидкости в расширительном бачке системы охлаждения двигателя. При этом нет никаких видимых подтеков и следов на месте парковки.
- Характерный белый налет как на масляном щупе, так и в расширительном бачке. Это происходит из-за смешивания масла двигателя с охлаждающей жидкостью, образуя эмульсию.
- Белый дым из выхлопной трубы со сладковатым запахом, так же свидетельствует о неисправности в системе охлаждения. В большей мере проявляется при нагреве выхлопной системы.
При выявлении любого из этих признаков, специалисты Oem-zap рекомендуют незамедлительно обратится в технический центр для более подробной диагностики системы охлаждения и для проверки ГБЦ на герметичность. И как показывает практика, основанная на многолетнем опыте работ, простой осмотр деталей может не выявить неисправности, поэтому и необходимо производить опрессовку ГБЦ со снятием ее с двигателя.
Как производят опрессовку ГБЦ
Опрессовку головки блока цилиндров производят на специальном стенде, оснащенным всем необходимым оборудованием, которое включает в себя:
- большую ванну с крышкой;
- нагревательные элементы, которые позволяют нагревать ГБЦ почти до рабочей температуры;
- подъемным и поворотным механизмом плиты, к которой крепится ГБЦ
- панель управления с датчиками температуры и давления.
Снятую с двигателя головку блока цилиндров моют от всех загрязнений, потом закрепляют на поворотном столе, предварительно заглушив все каналы системы охлаждения резиновыми заглушками, которые прижимаются плексигласовой пластиной (толстое оргстекло) для лучшей видимости утечек. Погружают в заранее подогретую до 60-70 градусов ванну с водой и оставляют на 30-40 минут, чтобы головка блока цилиндров нагрелась, это обязательное условия для более правильной диагностики, т.к. при нагреве детали трещины расширяются и воздуху, подающему под высоким давлением (до 6 атмосфер), легче пройти через микротрещины, которые могут не проявляться на холодной детали.
По результату проведенной опрессовки ГБЦ можно сделать выводы о целесообразности дальнейшего ремонта головки блока цилиндров. Если пузырьки воздуха при созданных условиях не проявились, значит ГБЦ не имеет существенных трещин и ее ремонт целесообразен, а если пузырьки воздуха проявились, то, в большей степени, дальнейший ремонт ГБЦ не целесообразен и ее придется заменить.
Специалисты Oem-zap не рекомендуют производить самостоятельно опрессовку ГБЦ в домашних условиях, т.к. результаты таких проверок не всегда верны из-за невозможности создания идеальных рабочих условий, которые создаются температурой и высоким давлением. Всегда есть возможность привести свою ГБЦ в наш технический центр, наши специалисты проверят ее по полному технологическому процессу и предложат дальнейшую шлифовку привалочной плоскости ГБЦ, если она пройдет тест опрессовки.
Ответы на частые вопросы клиентов
Стоимость ремонта в Oem-zap меньше, чем у дилеров?? Да, на 5-15% минимум. Сохраняется ли официальная гарантия при ремонте у Вас? ? Да, сохраняется. Вы используете оригинальные запчасти или аналоги? ? Мы используем оба варианта, исходя из ситуации и потребностей клиента. Сможете ли вы сделать ремонт моей машины … ? ? Конечно, сможем, если это модель корейской марки.
м. Алтуфьево
Адрес: г. Москва,
ул. Дубнинская, д. 50 Б, стр. 1График работы: с 9 до 20 без выходных.Смотреть на карте >> Рейтинг и отзывы в Яндекс Справочнике:
м. Царицыно
Адрес: г. Москва,
ул. Севанская ул., д. 62График работы:с 9 до 20 без выходных Смотреть на карте >> Рейтинг и отзывы в Яндекс Справочнике:
Наши акции:
Мойка радиатора скидка 10%
Антибактериальная обработка кондиционера скидка 30%
Ремонт агрегатов в регионах скидка 50%
Мифы
Есть несколько неверных или не точных фактов, которые передаются из уст в уста об алюминиевой посуде. Самым главным из них является миф о вредности такого сплава. При правильной обработке казана на его поверхности образуется пленка, которая не дает еде пригорать, и предотвращает выделение вредных веществ. К тому же качественная посуда проходит тестирования и проверки.
Второй миф связан с недолговечностью алюминиевой посуды. Многие ошибочно предполагают, что такой казан может легко расплавиться.

Но добиться такого от качественной литой посуды просто невозможно.
Третий домысел говорит о плохом качестве еды, которую приготовили в алюминиевом казане. Главной особенностью такой посуды является эффект томления. Да, чугунный казан лучше держит тепло, долго нагревается и остывает. Но и алюминиевая посуда справляется с этой задачей отлично. То есть пища идеально приготовиться, если выдерживать необходимый температурный режим.
Устройство блока цилиндров
Сами цилиндры вырезаются в блоке при помощи токарного станка.
Они должны быть гладкими и устойчивы к износу и высокой температуре. Гладкость придается при помощи процедуры хомингования, прочность – при помощи термообработки металла.

На двигателях старого образца цилиндры «гильзовались» – внутрь просверленного отверстия цилиндра вставлялась гильза, внутри которой поршень совершал возвратно-поступательные движения.
На современных автомобилях цилиндры «гильзуют» только в критических случаях капитального ремонта ДВС.
Проблемы с блоком связаны в основном со стачиванием стенок цилиндров в процессе эксплуатация двигателя.
Чтобы избежать повышенного износа стенок цилиндра, а также деталей цилиндропоршневой группы, необходимо регулярно менять смазочные и фильтрующие материалы.
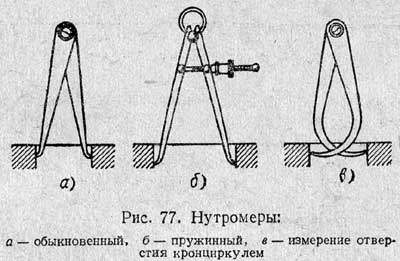
При определении износа цилиндра используется термин «выработка на цилиндре».

Она измеряется специальным прибором – нутрометром, которые могут быть…
Если выработка превышает предельно допустимое значение, то блок цилиндров отправляют на расточку до следующего ремонтного размера поршней.

Если цилиндры изношены настолько, что расточка не поможет, то их загильзовывают.
Однако к этому методу прибегают редко, и блок полностью заменяют на новый.
После расточки блока обязательно уточните у токаря, под какой размер поршней расточены цилиндры (если вы сами ему об этом не сказали), чтобы приобрести поршни нужного ремонтного размера.
В противном случае блок вам долго не прослужит, и через пару тысяч километров пробега вы вновь вернете его на токарную обработку.
Помните, что при ремонте блока ошибка в 0,1 мм может оказаться фатальной. Поэтому заранее запаситесь терпением и необходимым инструментом
Особенно важно иметь под рукой микрометр
Устройство КШМ
Кривошипно-шатунный механизм двигателя состоит из трех основных деталей:
- Цилиндро-поршневая группа (ЦПГ).
- Шатун.
- Коленчатый вал.
Все эти компоненты размещаются в блоке цилиндров.
Назначение ЦПГ — преобразование выделяемой при горении энергии в механическое действие – поступательное движение. Состоит ЦПГ из гильзы – неподвижной детали, посаженной в блок в блок цилиндров, и поршня, который перемещается внутри этой гильзы.
После подачи внутрь гильзы топливовоздушной смеси, она воспламеняется (от внешнего источника в бензиновых моторах и за счет высокого давления в дизелях). Воспламенение сопровождается сильным повышением давления внутри гильзы. А поскольку поршень это подвижный элемент, то возникшее давление приводит к его перемещению (по сути, газы выталкивают его из гильзы). Получается, что выделяемая при горение энергия преобразуется в поступательное движение поршня.
Для нормального сгорания смеси должны создаваться определенные условия – максимально возможная герметичность пространства перед поршнем, именуемое камерой сгорания (где происходит горение), источник воспламенения (в бензиновых моторах), подача горючей смеси и отвод продуктов горения.
Герметичность пространства обеспечивается головкой блока, которая закрывает один торец гильзы и поршневыми кольцами, посаженными на поршень. Эти кольца тоже относятся к деталям ЦПГ.
Шатун
Следующий компонент КШМ – шатун. Он предназначен для связки поршня ЦПГ и коленчатого вала и передает механических действий между ними.
Шатун представляет собой шток двутавровой формы поперечного сечения, что обеспечивает детали высокую устойчивость на изгиб. На концах штока имеются головки, благодаря которым шатун соединяется с поршнем и коленчатым валом.
По сути, головки шатуна представляют собой проушины, через которые проходят валы обеспечивающие шарнирное (подвижное) соединение всех деталей. В месте соединения шатуна с поршнем, в качестве вала выступает поршневой палец (относится к ЦПГ), который проходит через бобышки поршня и головку шатуна. Поскольку поршневой палец извлекается, то верхняя головка шатуна – неразъемная.
В месте соединения шатуна с коленвалом, в качестве вала выступают шатунные шейки последнего. Нижняя головка имеет разъемную конструкцию, что и позволяет закреплять шатун на коленчатом валу (снимаемая часть называется крышкой).
Коленчатый вал
Назначение коленчатого вала — это обеспечение второго этапа преобразования энергии. Коленвал превращает поступательное движение поршня в свое вращение. Этот элемент кривошипно-шатунного механизма имеет сложную геометрию.
Состоит коленвал из шеек – коротких цилиндрических валов, соединенных в единую конструкцию. В коленвале используется два типа шеек – коренные и шатунные. Первые расположены на одной оси, они являются опорными и предназначены для подвижного закрепления коленчатого вала в блоке цилиндров.
В блоке цилиндров коленчатый вал фиксируется специальными крышками. Для снижения трения в местах соединения коренных шеек с блоком цилиндров и шатунных с шатуном, используются подшипники трения.
Шатунные шейки расположены на определенном боковом удалении от коренных и к ним нижней головкой крепится шатун.
Коренные и шатунные шейки между собой соединяются щеками. В коленчатых валах дизелей к щекам дополнительно крепятся противовесы, предназначенные для снижения колебательных движений вала.
Шатунные шейки вместе с щеками образуют так называемый кривошип, имеющий П-образную форму, который и преобразует поступательного движения во вращение коленчатого вала. За счет удаленного расположения шатунных шеек при вращении вала они движутся по кругу, а коренные — вращаются относительно своей оси.
Количество шатунных шеек соответствует количеству цилиндров мотора, коренных же всегда на одну больше, что обеспечивает каждому кривошипу две опорных точки.
На одном из концов коленчатого вала имеется фланец для крепления маховика – массивного элемента в виде диска. Основное его назначение: накапливание кинетической энергии за счет которой осуществляется обратная работа механизма – преобразование вращения в движение поршня. На втором конце вала расположены посадочные места под шестерни привода других систем и механизмов, а также отверстие для фиксации шкива привода навесного оборудования мотора.
Исполнения рубашки охлаждения
При переходе от блоков цилиндров из серого чугуна к блокам из алюминия стремились ранее к тем же конструктивным размерам при исполнении из алюминия, которые уже существовали в исполнении из серого чугуна. По этой причине глубина рубашки охлаждения (размер «X»), окружающей цилиндр, соответствовала у первых алюминиевых блоков вначале только до 95% длины отверстий цилиндров (изобр. 3).
Благодаря хорошей теплопроводности алюминия как рабочего материала глубина рубашки охлаждения (размер «X») смог быть выгодно уменьшен до величины от 35 до 65 % (изобр. 4). Благодаря этому был уменьшен не только объём воды, и, тем самым, вес двигателя, но и также был достигнут более быстрый нагрев воды для охлаждения. Благодаря укороченному, сберегающему мотор времени нагрева сокращается также время нагрева катализатора, что особенно благоприятно влияет на выделение вредных веществ.
В производственно-техническом отношении уменьшенные глубины рубашки охлаждения также принесли преимущества. Чем короче стальные литейные стержни для рубашки охлаждения, тем меньше тепла воспринимают они в процессе литья. Это сказывается как в большей стойкости формы, так и в увеличении производительности, благодаря уменьшению такта выпуска.
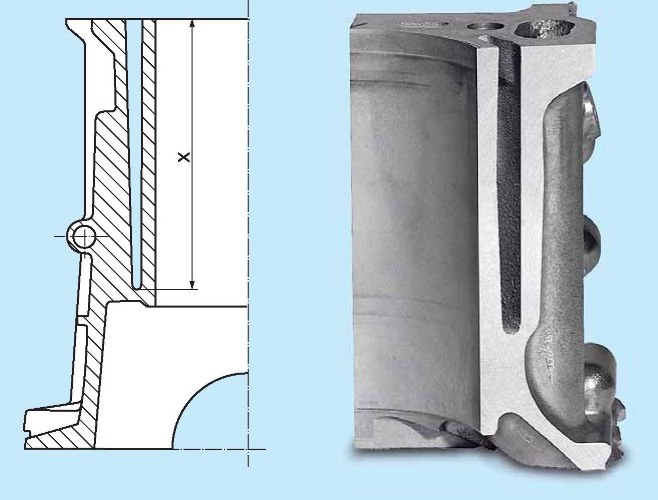
Изображение 3
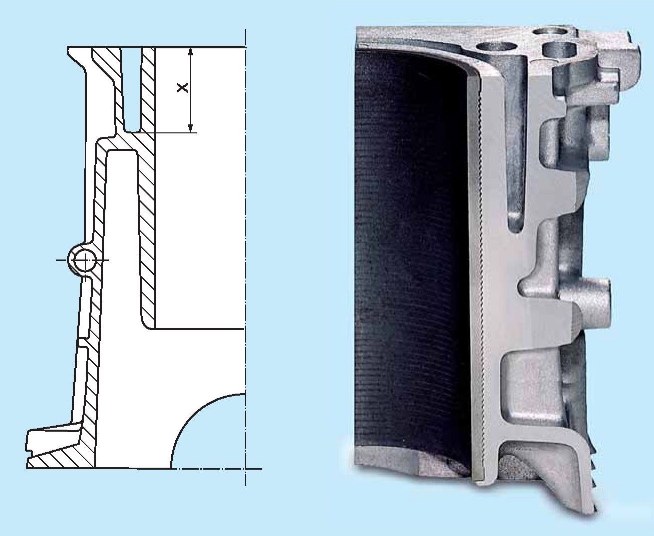
Изображение 4
При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.
- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.
- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1.5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |
Расточить двигатель, а точнее блок цилиндров, в большинстве случаев возможно, но автомобилисту рекомендуется обращаться к профессионалам, которые обладают достаточными знаниями и умениями, чтобы сделать все верно. Процесс расточки достаточно простой, но может выполняться как на аналоговом, так и цифровом оборудовании.
Поэтому, не стоит придумывать велосипед, и для проведения процесса рекомендуется обратиться к специалистам, а в противном случае, можно лишиться одного из главных узлов двигателя внутреннего сгорания.
Плюсы от расточки коленвала
В процессе эксплуатации коленчатый вал подвергается большой нагрузке, что приводит к возникновению самых различных дефектов. Постоянное снижение уровня чистоты и образование на поверхности неровностей приводят к ухудшению работоспособности системы. Избавиться от них можно только методом расточки. Помимо того, что вам не придётся покупать полностью новый коленвал, к числу преимуществ данной процедуры входят следующие моменты:
- Обеспечивается идеальная чистота рабочих поверхностей. Использование специальных растворов и инструментов позволяет избавить деталь от инородных отложений.
- Исправление дефектов (бочкообразности), которые возникают из-за неравномерных усилий при работе механизмов. Это приводит к возникновению зазоров в сопрягающихся деталях.
- Устраняется овальность шеек, которая образуется из-за одностороннего усилия от шатуна и является побочным эффектом конструктивной особенности коленвала. Овальность возникает по истечении длительного эксплуатационного периода.
- Восстанавливается диаметр шеек. Уменьшение диаметра шеек происходит неравномерно и зависит от режима работы цилиндров.
Особенности чугунного блока цилиндров
У большинства двигателей блок цилиндров отливают из серого легированного чугуна, который затем подвергают механической обработке. Чугун, в частности, легированный, отличается высокой прочностью и имеет низкий коэффициент трения между материалами, из которых изготовлены поршневые кольца и поршни. Как положительным является тот факт, что чугунные стенки цилиндров отличаются более высокой износостойкостью.

Основной недостаток чугунных блоков цилиндров — это их большой удельный вес. Чтобы улучшить динамику автомобиля мировые производители ищут пути уменьшения веса за счет его составляющих, в том числе и двигателя. Сегодня у многих современных автомобилях стоит алюминиевый блок цилиндров двигателя. Алюминий, кроме своего небольшого веса, никаких других особых преимуществ перед чугуном не имеет.
Какой надежнее двигатель с алюминиевым блоком или чугунным
Рассмотрим разницу между никасиловым – алюсиловым двигателем и обычным чугунным или как в народе называют алюминиевый блок цилиндров против чугуна.
Рассмотрим основные тезисы.
На сегодняшний день мировые производители двигателей рассказывают нам о том что алюминиевые двигателя с используемой технологией напыления на стенки цилиндров никосила имеют в 2 раза меньше трения чем двигатель чугунный, а следствием этого трения расход бензина и мощности и надежности их больше. Но на практике мы видим все наоборот. Ресурс двигателей с никосиловым покрытием не больше 150-200 тысяч километром с учетом щадящих нагрузок, у них начинается критический износ.
Когда производитель создает двигатель он его рассчитывает под определенную мощность и при этом учитывает механические потери двигателя за счет трения. Если взять за основу 100 процентов на все виды трения в моторе, то 50 процентов составляют трения поршневой группы. Но на практике все наоборот потому что основной износ стенок цилиндров происходит при холодной заводке и прогрева вашего авто. Чем быстрее происходит прогрев двигатель тем больше сохранится его ресурс.
Теоретически если взят два двигателя с разными блоками цилиндров и поставить их оба на стенд, вы не заметите существенную разницу или потерю мощности, или расхода на обоих агрегатов. Потому что все трущиеся поверхности двигателя находятся в масленой пленке и трутся почти одинаково у обоих тестируемых двигателях.
Шаг в сторону алюминиевых двигателей это скорее деградация чем эволюция, помимо этого в алюминиевых двигателях есть очень большой технологический косяк это сам алюминий у которого температура плавления 660 градусов, а у чугуна в несколько раз выше. И этот температурный режим и есть сама проблема этих двигателей. При меньшей температуре алюминий становится как пластилин и получается что никосиловое покрытие как бы вдавливается в него, происходят задиры прилипание поршней к стенкам цилиндров и т.д. все это происходит при максимальных нагрузках при максимальной мощности.
Поэтому применение такой технологии изготовления двигателя из алюминиевых сплавов это скорее шаг назад чем вперед. Правда есть двигателя алюминиевые с чугунными гильзами они имеют больший ресурс чем с никосилом. Если вы собираетесь растачивать такой двс, то это вряд ли получится потому что стенки между цилиндрами очень тонкие и очень термо-нагружены если только гильзовать.
Ремонтопригодность головки блока цилиндров
Определённую часть работ по замене или , можно производить без съёма головки. Снимается крышка ГБЦ и производится регулировка клапанов замена колпачков и т.д.
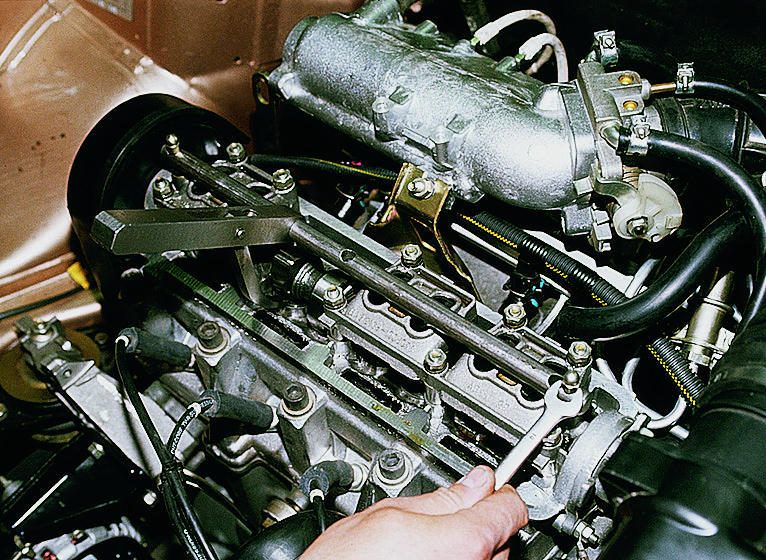
Головку блока цилиндров демонтируют в том случае, когда работы не требуют снятия с автомобиля всего двигателя: замена направляющих втулок клапанов, удаление нагара, замена шпилек подшипников, притирка клапанов и т.д. В случае если требуется или , то двигатель демонтируется полностью.

Все двигателя обязаны выполнятся в строгом соответствии с инструкциями производителя. Самодеятельность может обойтись выходом из строя всего двигателя.
Направляющие втулки клапанов и сёдла должны вставляться в нагретую ГБЦ в охлаждённом виде. Это позволяет, после выравнивания температур, обеспечить качественное натяжение в соединении.
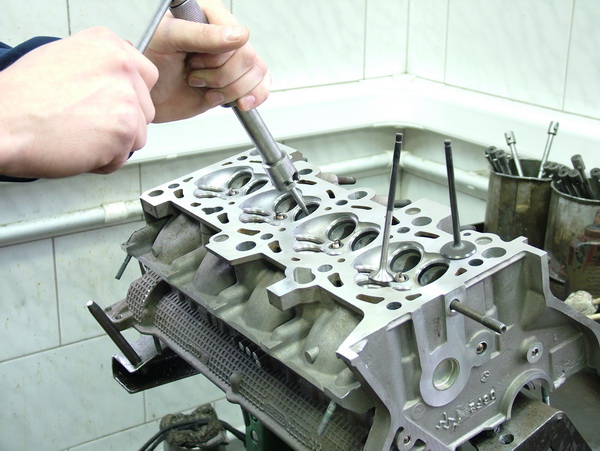
В головке блока цилиндров двигателя предусматривается возможность заменить биметаллические втулки вала привода масляного насоса. Замена производится способом выпрессовки старых втулок и установки новых.
Удачи вам в практическом постижении устройства головки блока цилиндров.
Разберемся с определением.
Итак, головка блоков цилиндров (ГБЦ) – это крышка, которая закрывает блок цилиндров от любых внешних негативных влияний. Она представляет собой деталь сложной формы, изготовленную, как правило, из алюминиевого сплава или легированного чугуна способом точечного литья. После прохождения этапа литья, чтобы избавится от остаточного напряжения, возникшего на предыдущем этапе, ее подвергают искусственному старению с помощью механической обработки.
Внутренняя поверхность ГБЦ при этом представляет собой идеально гладкую поверхность, что указывает на высокую значимость данного узла. Чтобы более надежно соединить ГБЦ с блоком цилиндров, ее нижнюю часть производят немного расширенной.
Строение и основные функции, которые выполняет головка блоков цилиндров в период работы.
- Крышка ГБЦ (на которой находится маслоналивное отверстие) – на нее возлагается функция защиты блока цилиндров от негативных воздействий и засорения.
- Резиновый уплотнитель (прокладка головки блока цилиндров) — используется при креплении крышки ГБЦ и выполняет функцию уплотнителя в местах крепления крышки к блоку цилиндров. Прокладка предназначена для однократного использования, поэтому не стоит экономить на ее замене при ремонте или обслуживании данного узла.
- Камеры для сгорания топлива.
- Расположенные на корпусе головки резьбовые отверстия, предназначенные для форсунок или свечей зажигания.
- Полость для распредвала и натяжителя цепи – расположена в передней части ГБЦ.
Место в верхней части ГБЦ отведено для клапанных пружин и втулок, опорных шайб и корпусов подшипников распредвала, а также в корпусе имеются отверстия для установки впускного и выпускного коллекторов. Есть в ГБЦ и место для ГРМ (газораспределительного механизма).
При несвоевременном или неправильном обслуживании головки блока цилиндров могут возникнуть серьезные поломки в связи с большим количеством различных узлов и механизмов, находящихся в непосредственном взаимодействии друг с другом, что в свою очередь приведет к весьма дорогому ремонту, читаем . Это связано с тем, что для разборки или даже для частичного ремонта одного из узлов практически всегда необходимо снимать головку, а этот процесс весьма трудоёмкий.
При установке ГБЦ обратно необходимо соблюдать определённую последовательность и четкий момент затяжки, которые определяет завод изготовитель данного автомобиля, подробнее в статье . Если пренебречь этими правилами и недожать до необходимого момента – можно испортить прокладку, потерять масло и охлаждающую жидкость, и как результат — поломка. В худшем варианте охлаждающая жидкость попадет в масло, и дальше в цилиндр, что приведет к поломке гильзы цилиндра. Слишком большое усилие — приведет к порче мягкого корпуса головки, что потребует его восстановления. Поэтому советуем вам производить ремонт не своими силами, а прибегая к помощи квалифицированных специалистов.
Головка блока цилиндров является составной и неотъемлемой частью блока цилиндров. ГБЦ крепится сверху блока цилиндров, и в принципе, выполняет ведущую роль во всем двигателе автомобиля.
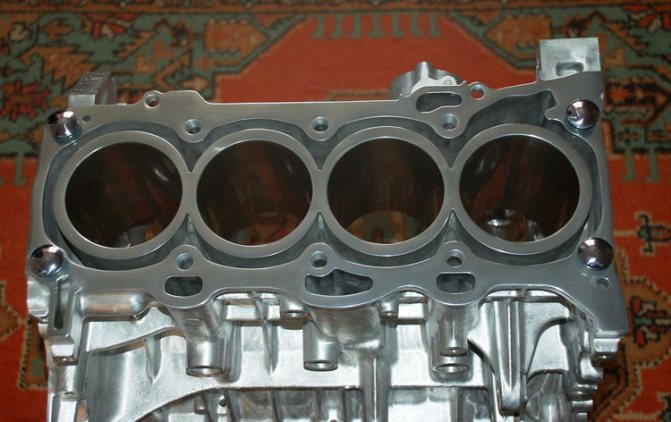
Блок цилиндров
Блок цилиндров или шорт-блок является самой большой частью двигателя. Остальные элементы, так или иначе, крепятся к нему. В верхней части БЦ находятся колодцы цилиндров. Вокруг них выполнены полости для жидкостного охлаждения (рубашка охлаждения). В нижней части, которая называется картером, располагается коленчатый вал, к которому крепятся шатуны и поршни. То есть блок является местом расположения всего кривошипно-шатунного механизма. Также в нем выполнены каналы системы смазки.
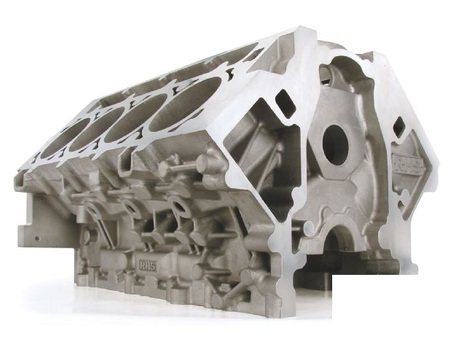
Блок цилиндров двигателя V8
БЦ изготавливают цельной деталью при помощи литья. В качестве основного материала для изготовления служит чугун или алюминиевые сплавы. БЦ из алюминиевых сплавов значительно легче по весу, но проигрывает в прочности и цене. Чугун доступнее и прочнее.
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!