Гальваническая обработка в домашних условиях
Содержание:
- Возможные дефекты и их причины
- Подготовка обрабатываемой детали
- Гальваника в домашних условиях с муриевой кислотой
- Хромирование в гальванической ванне
- Химическое хромирование
- Возможные дефекты
- 1 Что такое хромирование
- Подготовка поверхности
- Покраска хромом
- Процесс хромирования деталей
- Подготовка рабочего места
- Способы хромирования
- Контроль качества хромовых покрытий
- Защитно-декоративное хромирование
- Оборудование для хромирования
Возможные дефекты и их причины
- Хром не оседает на заготовке. Причина может заключаться в слабом контакте, пленке окислов или маленьком расстоянии между электродами. Процесс нарушается из-за неверно подобранного сечения проводников, избытка серной кислоты, малой плотности тока или слишком горячего электролита.
- Блеск поверхности отсутствует или неравномерный (с потемнениями и пятнами). Не соблюден температурный режим электролита и концентрация реактивов. Превышена сила тока.
- Наблюдаются наросты металлического хрома на углах предмета. Плотность тока выше рекомендованной.
- Дефекты (раковины) на хромировке. Плохая очистка. Избыточный ток, задержка водорода.
- Отслоение покрытия. Некачественное обезжиривание, скачки напряжения, плотности тока или температуры.
Процесс того, как сделать хромирование деталей своими руками, привлекает доступностью и очевидной экономией средств. Не надо иметь специальное образование, чтобы провести хромирование комплекта дисков или всего кузова, получить оригинальные ручки для дверей или шкафа.
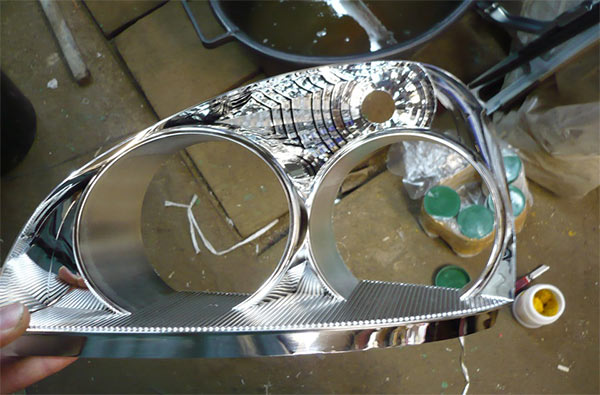
Украсить пластик слоем хрома в домашней мастерской не сложнее, чем металл
Залогом блестящего результата станет доскональное соблюдение правил безопасности и внимание к деталям технологического процесса
Republished by Blog Post Promoter
Подготовка обрабатываемой детали
Качество и долговечность нанесённого слоя хрома зависит от подготовки окрашиваемой детали. Хромированная поверхность должна идеально удовлетворять все требуемые параметры очистки. Этим можно заняться пока готовый раствор отстаивается после «проработки» электрическим током.
Очистка и обезжиривание
Металлическая деталь должна быть полностью очищена от любого мусора, лакокрасочного покрытия, грунтовки, ржавчины и т. д
Отнестись к этому этапу подготовки следует с особым вниманием, ведь от этого зависит качество хромирования. Даже если деталь подвергалась частой покраске, справиться с этим поможет наждачная бумага или специальная шлифовальная машина
При использовании абразивных насадок или жёстких дисков аналогичных наждачной бумаге очистить поверхность металлического изделия не составит труда. Шлифовальная машина поможет даже сгладить все царапины и сколы, сделав поверхность идеально ровной.
https://youtube.com/watch?v=G5UHXgaWM8M
После того как поверхность полностью очищена от грязи и краски, следует перейти к обезжириванию. От качества этой процедуры также зависит качество нанесения слоя хрома.
Обезжиривание — это приготовление специального раствора, который включает следующий компоненты:
- гидроокись натрия — 150 г/л;
- кальцинированная сода — 50 г/л;
- силикатный клей — 5 г/л.
После замешивания раствора для обезжиривания деталей он нагревается до температуры 80−90 градусов по Цельсию. Изделия в нём выдерживаются в течение 20 минут, но если поверхность отличается сложным рельефом или сильно загрязнена, то время увеличивается до 1 часа.
Гальваника в домашних условиях с муриевой кислотой
Для настройки системы гальваники в домашних условиях понадобится вода, соляная кислота, батарея 6-вольтового фонаря, пара зажимов для проводов, кусок меди, металлическое изделие для обработки, и контейнер, куда поместятся компоненты, которые используются во время гальванического покрытия в среде жидкости. 6-вольтовая батарея имеет два контакта, которые облегчают подключение к системе. Допустимо использование менее мощного источника питания.
- Крокодилы фиксируют кусок меди (в качестве источника элемента ионы, которые будут использоваться для покрытия) и главной заготовки. Сталь и никель — это два элемента, которые могут быть легко покрыты медью.
- После очистки поверхности материала различными моющими средствами необходимо создать гальванический раствор.
- 5 частей воды смешивают с 1 частью соляной кислоты. Нельзя добавлять воду непосредственно в кислоту! Такие действия вызывают бурную реакцию с возможными взрывами.
- Всегда поддерживайте соотношение 5:1. Например, если вам нужно больше 5 чашек, измерьте 10 чашек воды и добавьте 2 чашки кислоты. Для перемешивания применяйте пластиковые инструменты, так как кислота разрушает металл. Верхняя часть контейнера начнет нагреваться в следствии реакции кислоты с водой.
- Подсоедините зажим аллигатора к клеммам источника энергии. Батарея будет передавать ток, необходимый для процесса гальванопокрытия. Прикрепите один зажим к одному крокодилу, а второй — ко второму контакту аккумулятора.
- Подключите медь к положительной клемме аккумулятора. Используя аллигатор, прикрепленный к положительной клемме источника, закрепите другой конец металлическим куском меди. При прочем сценарии гальваника не сможет работать.
- Подключите к схеме деталь, которая будет подсоединяется к отрицательной клемме аккумулятора. Прикрепите клип по возможности в месте где нет необходимости в гальванизации. Если для прикрепления клипа нет свободного места, вам нужно будет изменить расположение крокодила во время процесса, чтобы изделие не имело следов от использования зажимов, а покрытие был однородным по всей площади.
- Если процесс не работает, удостоверьтесь, что у вас установлены правильные клеммы.
- Погрузите оба элемента в подготовленную ванну с разбавленной соляной кислотой. Медный кусок не должен обязательно полностью погружаться в раствор, но изделие, которое обрабатывается полностью погружается в рабочую среду.
- Для равномерного слоя рекомендуется периодически перемешивать раствор в емкости.
- Две части необходимо держать на расстоянии друг от друга, чтобы избежать попадания пятен, где медь накапливается слишком быстро.
- Использование этого метода затрудняет получение толстого слоя меди, но вы сможете получить тонкое напыление. Когда вас устраивает внешний вид материала, объект вытаскивают и просушивают.
Покрытие может занимать от нескольких минут до нескольких часов. После формирования желаемого слоя материал необходимо высушить.
Хромирование в гальванической ванне
В данном случае температура электролита должна быть на уровне 50-60 0 C, после подогрева его настаивают 2,5-3 часа.

Гальваническая ванна из пластикового контейнера
В подготовленную ёмкость (гальваническую ванну), погружают анод (+), а катод подключают к трансформатору (-), после чего в неё погружают пластмассовую деталь и фиксируют в подвешенном состоянии так, чтобы она не касалась стенок ванной. Это нужно для того чтобы покрытие было равномерным и без огрехов
Важно при этом поддерживать температуру раствора на уровне 50 – 53 0 C. Через некоторое время подаётся ток
После хромирования обрабатываемую деталь необходимо промыть под проточной водой и прокипятить как минимум в 3-х литрах дистиллированной воды не менее чем 30 мин.
Для доведения детали до идеального состояния, после хромирования её натирают и полируют при помощи мягкой ткани.
В завершении хочется сказать, что сейчас на рынке практически все товары продаются в вариациях с хромовым покрытием, но иногда бывает так, что нужно хромировать какую-то деталь самому и многие думают, что это невозможно в домашних условия. Безусловно, это сложно, но возможно. Поэтому если возникает такая необходимость – смело беритесь за дело, главного при этом быть осторожным и внимательным, чтобы не повредить саму деталь или не навредить своему здоровью.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Вопрос о том, можно ли выполнить хромирование пластика своими руками в домашних условиях, чаще всего интересует автолюбителей, которые таким образом могут придать своему автомобилю более эстетичный внешний вид без лишних трат.

Покрытый хромовым составом пластиковый бампер
Химическое хромирование
При выполнении химической обработки применяется ряд следующих реагентов:
- Хлористый хром;
- Гипофосфат натрия;
- Лимоннокислый натрий;
- Уксусная ледяная кислота;
- Двадцатипроцентный раствор едкого натра;
- Вода H2О.
При проведении реакции выдерживается температурный показатель 80 градусов Цельсия. Перед тем как нанести хромовое покрытие на стальную заготовку, они предварительно покрываются слоем меди. В итоге заготовки моют в воде и тщательно высушивают. Используя раствор кислощелочного происхождения, проводят химическую металлизацию диэлектриков.
Кроме этого, в современном мире широко распространен ещё один тип химической металлизации — вакуумное хромирование или PVD-процесс. Метод обеспечивает комплексную конденсацию паров хрома на поверхностном слое заготовки. Это происходит в специальных вакуумных камерах, где металл нагревается до температуры испарения, а затем оседает в виде тумана на конкретную деталь. Толщина слоя хрома настолько крошечная, что его дополнительно покрывают лаком с целью защиты от царапин. Подобная методика используется при хромировании алюминиевых изделий.
Возможные дефекты
При осмотре всех плоскостей металла после гальванического хромирования могут быть обнаружены специфические недостатки, которые чаще всего связаны с составом электролита и плотностью тока, но могут иметь и другие причины. Если хром не оседает на металл, то это может быть связано с недостаточной плотностью тока, избытком серной кислоты, завышенной температурой раствора или окислением анода. Если хромовое покрытие отслаивается от металла, то причиной этого может быть плохая очистка его поверхности и колебание токовых параметров в процессе хромирования. При превышении плотности тока на выступающих частях детали могут образовываться наросты, а поверхность хромированного металла становится матовой и неровной. При слишком маленькой плотности тока покрытие становится жестким и имеет «молочный» вид.

1 Что такое хромирование
Для того чтобы правильно и безопасно произвести процесс хромирования своими руками, следует учесть все особенности химических и физических превращений, которые проходят в гальванической ванне. Большинство реактивов, задействованных в хромировании, относятся к особо опасным для здоровья веществам, так что прежде чем начать экспериментировать с хромовыми покрытиями, внимательно изучите теоретическую сторону процесса. Далее постараемся детально рассмотреть химическую составляющую вопроса, меры безопасности и то, как сделать гальваническую ванну и электролит.
Хромирование — это физико-химический процесс, во время протекания которого на поверхности обрабатываемого изделия или детали оседает тонкий слой металлического хрома. Данный металл придает поверхности блестящий вид, благодаря чему хромированное изделие обретает очень красивый вид. Гальваника открывает широкие возможности для повышения декоративных, физических и химических свойств материалов.
Хром крайне устойчив к действию агрессивной среды, он не тускнеет и не темнеет под действием воды и воздуха, благодаря чему нашел широкое применение в оформлении деталей кузовов машин и деталей механизмов, работающих в трудных условиях.
 Оформление деталей кузова машины хромом
Оформление деталей кузова машины хромом
Толщина хромового покрытия очень небольшая: от 0.075 до 0.25 мм. В отличие от никеля, хром в большинстве случаев не накладывают непосредственно на металл. Для этого используют тонкий слой подложки, нанесенной гальваническим путем. Такой подслой состоит из меди или никеля и требует применения дополнительных технологических операций, усложняя и без того непростой процесс хромирования.
Еще одна сложность, которая может остановить домашнего умельца на пути выполнения поставленной задачи, покупка химических реактивов. Основной компонент хромирования — оксид хрома (CrO3), другое название — хромовый ангидрид. Неприятная особенность его использования заключается в том, что шестивалентный оксид хрома — сильнейший яд, смертельная доза которого для человека составляет около 6 г. Данное химическое соединение имеет ограниченный оборот, строго контролируемый государством. Отходы, возникающие после окончания хромирования, должны утилизироваться согласно с особым порядком, а не просто выливаться в канализацию, или того хуже — в почву. Хромовый ангидрид является канцерогеном, при попадании его раствора на кожу возникают очень сильные раздражения, вплоть до экзем и дерматитов, которые могут перерасти в рак кожи.
Подготовка поверхности
- Предварительная механическая и химическая очистка. Удаляются сильные загрязнения (лак, краску, пятна ржавчины). Ржавчину с поверхности металла можно удалить травлением в кислоте, остатки краски — наждачной бумагой.
- Тонкая очистка. Следы загрязнений тщательно удаляются чистым куском материи.
- Обезжиривание. Для процедуры нужен раствор из 150 г едкого натра, 50 г кальцинированной соды и 5 г силикатного клея (расчет на 1 литр воды). Предмет выдерживается в растворе 20-60 минут при 90° С; на время влияет сложность формы.
Поверхность, на которую нанесён слой хрома, можно очистить с помощью весьма простых вещей. Их можно найти практически в любом доме или хозяйственном магазине:
- мел;
- нашатырный спирт;
- полироль;
- салфетки из микрофибры;
- кока-кола.
Восстановление хромированных деталей
Используя эти нехитрые приспособления и материалы, можно вернуть хромированным деталям автомобиля роскошь и блеск. Рассмотрим применение этих составляющих более подробно:
- Наиболее бюджетным вариантом будет использование толченного мела, раствора нашатырного спирта и зубного порошка. Хромированная поверхность после обработки приобретает небывалый блеск. Для сохранения такого эффекта, деталь после обработки желательно покрыть защитным лаком, который надёжно защитит элемент кузова от мелких механических повреждений;
- Очистка колой – вот ещё один способ, изобретенный народными умельцами. Ортофосфатная кислота, содержащаяся в напитке, обладает сильными окисляющими свойствами, поэтому прекрасно очистит любую хромированную поверхность;
- Для работы с блестящими поверхностями довольно часто применяется полировальная паста. Её наносят на войлочный круг либо же на обычную салфетку из микрофибры, после чего обрабатывают участок, который утратил блеск. Такие составы можно приобрести в любом магазине автомобильных комплектующих.
Восстановление хромированных деталей всегда вызывало у автомобилистов некоторые затруднения. Если кузов автомобиля после повреждения можно подрихтовать или подкрасить, то с хромом дела обстоят сложнее. Чтобы сделать такую деталь снова красивой и блестящей, нужно приложить немало усилий, поэтому лучше в таких вопросах довериться профессионалам. Кроме того, необходимы будут некоторые инструменты и расходные материалы, которых не купишь в хозяйственном магазине:
Поскольку наиболее частой проблемой хрома является ржавчина, то начать процедуру восстановления необходимо с её устранения. Для этого шлифовальной машинкой зачищают следы коррозии и избавляются от неровностей на поверхности. Как и во многих других случаях, шлифовка начинается с грубой насадки с постепенным переходом к наждачному диску наименьшего номера. Затем обработка хромированной детали продолжается войлочным диском.
Следы коррозии на радиаторной решетке
- Добившись идеально гладкой поверхности, её необходимо обезжирить. С этой задачей отлично справится бензин или керосин. Для очень грязных изделий эту процедуру необходимо повторить несколько раз. Далее с обезжиренной детали необходимо устранить следы грязи, пятна и прочие нежелательные отложения.
- Дальнейшая обработка поверхности требует устранения следов обезжиривателя и погружения изделия в гальваническую ванну.
Далее, не касаясь изделия руками, его необходимо промыть под теплой водой. Сам процесс хромирования происходит в растворе электролита, содержащего в себе хромин, хромовый ангидрид, нитрат натрия и криолит. Длительность процедуры – 7-10 минут, в зависимости от температуры.
Покраска хромом
Сделать хромирование в домашних условиях можно несколькими способами — посредством оклеивания деталей либо элементов кузова пленкой, выполнив каталитическое, гальваническое либо химическое хромирование своими руками.
Оклейка авто пленкой хром — простое в реализации и не затратное решение. Его преимущества — обширный диапазон оттенков пленки (от золотого до перламутровых), возможность снятия износившегося покрытия. Пленка выполняет и защитную функцию, предотвращая появление на поверхности кузова царапин и потертостей.
Также хромирование своими руками в домашних условиях нередко выполняется посредством окрашивания каталитической хром-краской. Такие составы наносятся с помощью пульверизатора и сохнут при комнатной температуре, однако на выходе вы получаете лишь декоративный светоотражающий эффект (коэффициент отражения у качественных красок — до 95%), защитных свойств, характерных для покрытий полученных методом гальванизации, каталитическое хромирование своими руками не обеспечивает.
Хромирование деталей своими руками методом окрашивания состоит из следующих этапов:
Хромирование деталей является одним из бюджетных вариантов тюнинга
- Поверхность матируется мелкозернистой наждачной бумагой, удаляется пыль и деталь обезжиривается уайт-спиритом либо растворителем;
- Деталь вскрывается 2-3 слоями базовой грунтовки (применяется состав черного цвета), после высыхания грунта наносится один слой керамического лака. Сушка лака происходит в течении часа при температуре 60 градусов;
- После отвердевания лака деталь выдерживается 3 -е суток при 20 градусах и производится окрашивание хромом. Краска наносится пульверизатором с соплом 1.1-1.2 мм. в 4-5 тонких слоев, напылом (с расстояния в 30 см. при давлении подачи 2.5-3 мПа);
- Поверхность сохнет 24 часа при температуре 20 градусов (либо 1 час при 60 градусах), после чего вскрывается защитным лаком в 2 слоя. После высыхания лак полируется ветошью из микрофибры с применением полировочной пасты.
Красящие составы с хром-эффектом, помимо металлических поверхностей, позволяют выполнить хромирование пластиковых деталей в домашних условиях, также они пригодны для обработки стекла, пенопласта, дерева.
Процесс хромирования деталей
Способы нанесения слоя хрома на поверхность металлизируемой детали отличаются методами схватывания (удержания) между собой. Классифицировать их можно следующим образом:
- адгезионное схватывание (за счет механического воздействия);
- за счет металлических связей:
- диффузионная зона в пределах границы двух поверхностей;
- диффузионная зона всего покрывающего слоя.
Технология хромирования подразумевает несколько этапов:
- подготовительный;
- процесс нанесения;
- заключительный.
Подготовительный этап. На этой стадии выполняются те типы работ, которые позволят слою хрома надежно закрепиться и удерживаться на поверхности длительное время. Перед хромированием изделий они подвергаются шлифовке, а при необходимости полируются. После финишной операции изделия промываются, сушатся и протираются мягким материалом. Те поверхности (отверстия, внутренние полости), которые не подлежат металлизации, подвергаются изолированию. Детали устанавливаются (вывешиваются) на приспособлении, которое предназначено для введения деталей в зону обработки. Производится обязательный процесс обезжиривания. Выполняется декапирование, позволяющее повысить способность к адгезии.
https://youtube.com/watch?v=NkTciT04KI4
Процесс нанесения хрома на поверхность. Технология хромирования деталей, в зависимости от метода нанесения, происходит тремя видами:
- в холодном состоянии;
- в нагретом состоянии;
- диффузией.
Например, во время электролитического метода изделия помещаются в ванну с раствором-электролитом. Рабочая температура электролита зависит от его состава. Заданная температура должна сохраняться на протяжении всего процесса, что гарантирует однородную структуру наносимого слоя и равномерную толщину.
Металлизируемые изделия выполняют роль анода. Продолжительность процесса хромирования напрямую зависит от требуемой толщины покрытия.

Декоративное хромирование детали
После нанесения хрома изделия подвергаются сушке. Если сушку проводить в сушильном шкафу, то ее продолжительность составит 5-10 минут при температуре 85°С-100°С. Если сушку проводить методом обдува сжатым воздухом, то ее продолжительность составит 0,5-3 минут при температуре 18°С-25°С.
Для повышения прочности и твердости покрытого слоя он подвергается термической обработке. Продолжительность выдерживания в печи составляет несколько часов при температуре порядка 200°С.Толщина покрытия, нанесенного на сталь колеблется от 0,003 мм до 0,025 мм. Если использовать изменение полярности тока (реверс), то толщину хромирования доводят до 0,03 мм.
Подготовка рабочего места
Металлизация хромом — химический процесс, сопровождающийся выделением токсичных (канцерогенных) веществ, наносящих вред здоровью человека и природной среде. Поэтому для гальваники в домашних условиях подбирается нежилое, безупречно проветриваемое помещение. Лучшим выбором является гараж или отдельно стоящая мастерская с эффективной принудительной вентиляцией (вытяжкой). Следует продумать утилизацию отходов.
Хромовый электролит выделяет летучие соединения, способные вступать в контакт и разрушать любую органику. Пары несут опасность для кожи и слизистых оболочек. Для защиты от испарений используют очки и маску-респиратор.
Хромирование в домашних условиях проводится в спецодежде, сапогах и фартуке. Руки защищают плотными латексными или резиновыми перчатками. Перед работой рекомендуется смазать носовую полость мазью, состоящей из вазелина и ланолина (в отношении 2 к 1).
Способы хромирования
Самостоятельно покрыть деталь тонким слоем хрома можно, применяя одну из существующих технологий:
- Гальванизация в растворе. Метод довольно прост. Он подходит для хромирования в домашних условиях автомобильных дисков, съёмных деталей из салона, пластмассовых и металлических бытовых предметов. Среди недостатков гальванизации в ванне с раствором выделяют необходимость в просторном помещении и дополнительном оборудовании для заливки электролитов (вместительная ванна). Без выполнения этих условий сложно произвести полноценное декорирование габаритных предметов, например, автомобильных дисков большого диаметра.
- Напыление хромового слоя. Такой способ подразумевает использование гальванической кисти. Остановив свой выбор на этом методе, будет легче осуществлять контроль за толщиной и качеством напыления. Однако потребуется больше времени и денежных средств, потому что качественное декоративное оформление возможно только при многократном проведении кистью по одной и той же зоне. Применение технологии целесообразно, когда нужно хромировать мелкую несъемную деталь. Есть терпеливые специалисты, которые таким методом умудряются декорировать весь кузов автомобиля.
Контроль качества хромовых покрытий
Для определения толщины слоя хромового покрытия используют стандартные химические или физические методы контроля. Качество покрытия оценивают прежде всего визуально – покрытие должно быть ровным и гладким, без наростов и прогара.
|
Защитно-декоративное хромирование
Как сказано ранее защитно-декоративное хромирование предназначено для придания изделиям красивого внешнего вида – блестящей металлической поверхности и повышению коррозионной стойкости.
Широкое применение защитно-декоративное хромирование находит в автомобильной промышленности. Трудно представить себе классический автомобиль или классический чоппер без хромированных деталей интерьера или экстерьера. В современных автомобилях количество хрома значительно меньше, но почти все мастерские по тюнингу предлагают достаточно востребованные услуги по нанесению хромового покрытия на различные элементы автомобилей или мотоциклов. Множество мастерских занимаются хромированием автомобильных дисков, многие предлагают услуги по восстановлению изношенных деталей автомобилей и мотоциклов, придания им первоначального красивого внешнего вида. Если применять твердое хромирование, то время службы отдельных деталей и узлов может быть значительно увеличена (твердость хромового покрытия значительно выше твердости стали). Довольно распространено нанесение хромовых покрытий химическим способом, но только при электролитическом хромировании возможно получить покрытие, которое не только выглядит привлекательно, но и обладает повышенной стойкостью к воздействию агрессивной среды (грязь, песок, реагенты) и к постоянным механическим воздействиям.
 |
 |
 |
Еще одной сферой применения декоративного хромирования является изготовление торгового, рекламного и выставочного оборудования. В качестве примера можно привести хромирование металлических торговых корзин, тележек или подвесов – изделия получают значительно более высокие эксплуатационные и декоративные характеристики по сравнению с оцинкованными. Повышенная цена по сравнению с оцинкованными изделиями (примерно на 30-50%) нивелируется значительным увеличением срока службы, а при изготовлении выставочного оборудования привлекательный, яркий внешний вид зачастую становится основным критерием в выборе покрытия.
Для получения качественного защитно-декоративного покрытия на сталь сначала осаждают медь и никель, и только потом непосредственно хром. Каждый слой перед нанесением следующего должен быть отполирован. Слой меди осаждают до получения покрытия толщиной 10-15 мк при этом необходимо обеспечить припуск на полировку толщиной примерно 3 мк, при толщине слоя меди выше 15 мк припуск должен быть не менее 7 мк. Слой никеля толщиной 15 мк должен иметь припуск от 2 до 5 мк. Возможно нанесение хрома непосредственно на поверхность стали, при этом толщина слоя должна составлять не менее 40 мк.
Изделия из цветных металлов – меди или латуни перед хромированием покрывают слоем никеля. Если эксплуатация таких изделий не предусматривает интенсивного механического воздействия на их поверхность, то возможно нанесение слоя хрома непосредственно на металл.
Оборудование для хромирования
Рынок предлагает разнообразное оборудование для нанесения хромового слоя как отечественного производства, так и зарубежного. Частное зарубежное предпринимательство подвигло разработчиков на создание компактных установок, которые легко разместить в гараже или маленькой мастерской.
Непрофессиональное оборудование только имитирует качественное хромирование, качество при этом не столь хорошее. Работы проводятся в следующей последовательности:
очищение от старого покрытия;шлифовка;обезжиривание;нанесение грунтовки;нанесение хрома распылением;сушка;защита лаком от повреждений.
Но независимо от типа используемого оборудования во время процесса хромирования происходят физические и химические реакции, которые сопровождаются выделением продуктов распада.