Технология хонингования цилиндров
Содержание:
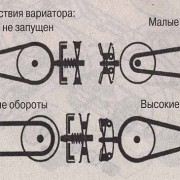
- 3 Особенности процесса и сфера применения хонингования
- Требования к хонинговальному инструменту и обрабатывающим брускам
- Используемое оборудование
- Важные требования
- Хонингование цилиндров: что это такое, для чего нужна хонинговка и расточка (видео). хон или зеркало? как сделать хонинговку своими руками? инструмент и приспособление
- О практическом влиянии параметров хонингования или разрушение мифа, о «зеркальной», абсолютно гладкой поверхности цилиндра
- Опасные заблуждения
- Основные плюсы хонингования.
- Технология работы
- Смазочно-охлаждающие средства при хонинговании и механическом раскрытии
- Режимы обработки
- Как выполняется хонингование блока цилиндров
- Главные плюсы
- Что такое хонингование цилиндров двигателя
- Что автовладельцы говорят о хонинговании цилиндров
3 Особенности процесса и сфера применения хонингования
Итак, рассмотрим технологию хонингования и ее особенности. Как при любом виде абразивной обработки в этом случае происходит контакт между заготовкой и инструментом. При этом последний наносит на поверхность детали микрорезы, то есть, осуществляется царапание абразивными частицами, размеры которых обычно колеблются в пределах от 20 до 100 мкм — необходимо просто подобрать подходящее полотно. А вот разбег с количеством зерен еще более значительный, их может быть как 20, так и целых 400 на один квадратный миллиметр.
В общем, в процессе такого микрорезания происходит и снятие тончайшей стружки с поверхности металла, а также трение и его пластическое оттеснение. Огромную роль играет то, насколько правильно будут подобраны все параметры — начиная от размеров абразивных частиц и заканчивая скоростью вращения, а также прилагаемым давлением. В основном первая стадия процесса заключается в исправлении грубых погрешностей формы изделия. Осуществляется это посредством длительной обработки хонинговальными брусками. В этом случае скорость, с которой снимается слой металла, достигает 4 мкм/с.

Для того чтобы получить более гладкую поверхность либо же заданный микрорельеф, а также с целью упрочнения поверхностного слоя, применяют режим граничного трения, при котором снятие металла сводится к минимуму. Достигается данный режим путем повышения окружной скорости заготовки либо инструмента, а также снижения частоты колебания рабочих брусков и производимого давления.
Этот вид абразивной обработки используется во многих отраслях промышленности, особенно автомобильной. Так, например, подобным способом обрабатываются многие детали, в том числе и двигатели, а точнее, гильзы цилиндров, отверстия шестерней, поршневой и кривошипной головок шатунов, блоков цилиндров и т. д. Благодаря чему получаются максимально точные размеры этих самых отверстий, а поверхность становится идеально гладкой. Устраняются все погрешности в геометрии обрабатываемых деталей, которые могли возникнуть ранее.

Требования к хонинговальному инструменту и обрабатывающим брускам
Хонинговальные инструменты
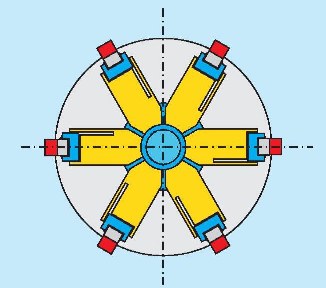
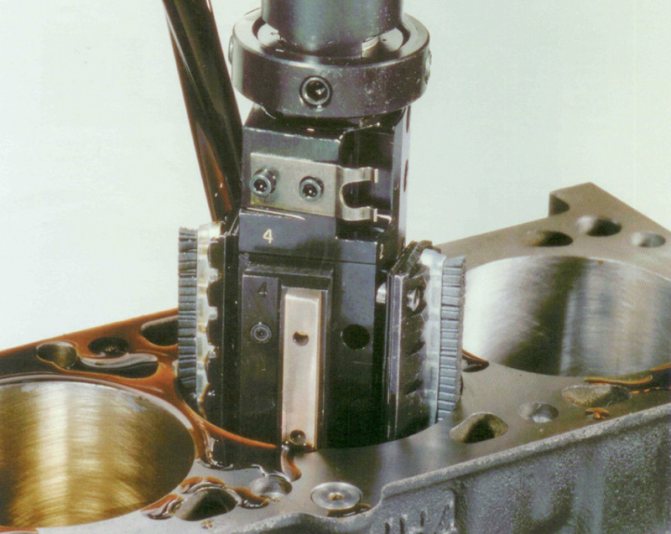
При обработке алюминия хонингование, а также процесс раскрытия должны производиться с помощью так называемых многобрусковых хонинговальных инструментов. Для достижения точной геометрии отверстий требуется от 5 до 8 расположенных по периметру обрабатывающих брусков (изобр. 1). Установка режущих брусков достигается у многобрусковых хонинговальных головок посредством центральной конической раздвижки с гидравлическим или электромеханическим приводом (изобр.3). Наиболее подходящими являются станки, у которых установка хонинговальных брусков происходит гидравлически, и таким образом возможно очень точное регулирование давления и установки.
Механические устройства установки брусков от руки как у вышеназванной головки с зубчатой рейкой (изобр. 2) не позволяют установку с требуемой точностью. Особенно выдерживаемые при обработке алюминия низкие давления резания едва ли возможно при ручной установке правильно дозировать и устанавливать.
Поэтому стандартные хонинговальные инструменты с двумя или 4-мя хонинговальными брусками, раздвигаемые механически при помощи зубчатой рейки, непригодны для обработки алюминия. Требуемые качества поверхности и геометрии отверстия этим достичь невозможно. Кроме того, при хонинговании алюминия нельзя работать с направляющими планками.

Изображение 1
 |
|
Изображение 2 |

Изображение 3
1. Карданный шарнир
2. Хонинговальный инструмент
3. Кольцевая пружина
4. Хонинговальный брусок
5. Хонинговальная головка
6. Установочный конус
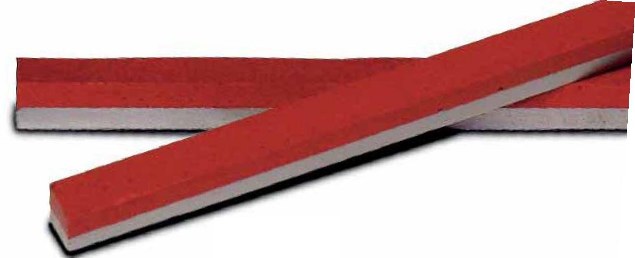
Хонинговальные бруски
По причине особых требований при хонинговании алюминиевых рабочих поверхностей цилиндров применимы только абразивные бруски с алмазами на пластмассовой связке. Твёрдость алмазов обеспечивает точное резание интегрированных в алюминий кремниевых твёрдых фаз. Пластмассовая связка алмазных режущих брусков препятствует возникновению знакомых проблем, возникающих при хонинговании алюминия керамическими режущими брусками
Бруски являются и при мягком материале, как алюминий, самозатачивающимися, т. е., связка алмазов достаточно прочна для удержания алмазов в процессе хонингования, в то же время достаточно мягка, чтобы затупившиеся алмазные зёрна смогли бы вывалиться. Выдерживание параметров обработки препятствует разрушению, а также выламыванию интегрированных кристаллов кремния, и поверхность оптимально подготавливается к последующей операции раскрытия. KS-алмазные абразивные бруски (см. главу «3.8 KS — инструменты для обработки алюминия») разрабатывались и согласовывались специально для обработки ALUSIL, LOKASIL и сравнимых алюминиево-кремниевых материалов.
 |
|
Изображение 4 |
Указание
Керамические хонинговальные бруски, в том виде как они многие годы при ремонте двигателей применяются и рекомендуются, не располагают требуемыми сегодня свойствами по обработке, а также требуемой технологической надёжностью. Абразивные средства на керамической связке из карбида кремния или корунда малопригодны для точного и чистого резания кристаллов кремния. Из-за твёрдости кристаллов кремния износостойкости керамических абразивных средств недостаточно для обеспечения достаточной стойкости при чистых результатах обработки.
Связка абразивных зёрен керамических хонинговальных брусков слишком тверда для обработки алюминиевых рабочих поверхностей цилиндров. Эффект самозатачивания у керамических хонинговальных брусков, как он проявляется при хонинговании серого чугуна вырыванием или откалыванием затупившихся режущих зёрен, при хонинговании алюминия не наступает. Тупые режущие зёрна остаются в бруске, что ведёт к возрастанию давления резания. Интегрированные в стенке цилиндра кристаллы кремния, составляющие необходимую пару скольжения для поршневых колец, не могут выдержать такого слишком высокого давления резания, вырываются и разрушаются. Далее, из-за избыточной смазки хонинговальных брусков алюминием, дело часто доходит до разрушения почти полностью обработанной поверхности цилиндра. Натёртый на хонинговальные бруски алюминий приводит при этом за несколько оборотов к спиральным царапинам на рабочей поверхности, которые делают всё хонингование непригодным.
Используемое оборудование
С учётом перечисленных требований промышленность выпускает специальные хоны, применяемые для обработки деталей двигателей внутреннего сгорания. Подобные инструменты имеют изменяемый диаметр, используются в хонинговальных станках и обладают ограниченным ресурсом. Соответствие техническим требованиям должно подтверждаться сертификатом, который получен в органах стандартизации. Недопустимо производить хонинговку с помощью оборудования, не соответствующего утверждённым стандартам. Это может привести к нежелательным последствиям.
При выборе хона следует обращать внимание на следующие параметры:
- Диапазон (по диаметру).
- Количество и длину камней.
- Твёрдость и зернистость материала.
Различают инструменты и по способам обработки, которая может быть сухой или с применением смазывающе-охлаждающей жидкости (СОЖ). При хонинговке деталей, изготовленных из чугуна или стали, в качестве СОЖ применяют керосин или смесь керосина с льняным маслом. Если хон имеет камни с алмазным напылением, используют воду с синтетическими добавками.
Для соблюдения технологического процесса обязательно требуется исправный хонинговальный станок, обеспечивающий точное перемещение обрабатывающего инструмента. Именно на его рабочий стол попадает уже побывавший на расточном станке новый или ремонтируемый блок. А ещё вам потребуется достоверная информация о размерах, которые должны быть обеспечены в итоге. Дальнейшая последовательность операций, в зависимости от конструкции ДВС, может быть различна.
Важные требования
При контроле размеров цилиндров, следят за соблюдением следующих параметров:
- Бочкообразности, корсетности и конусности. Под этими терминами подразумевается разница диаметров в разных частях цилиндра или гильзы.
- Элипсности, под которой подразумевают разницу в диаметрах окружности в разных её точках.
Подобные дефекты появляются в результате небрежного выполнения работ на расточном станке или в процессе эксплуатации силового агрегата.
Отдельную проблему представляет достижение необходимых параметров шероховатости. Поверхность не должна быть зеркальной. На ней должны остаться небольшие насечки, получающиеся при прохождении хоном. Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы. В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.

Хонингование цилиндров: что это такое, для чего нужна хонинговка и расточка (видео). хон или зеркало? как сделать хонинговку своими руками? инструмент и приспособление
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси
Тонкости процесса
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость.
Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
О практическом влиянии параметров хонингования или разрушение мифа, о «зеркальной», абсолютно гладкой поверхности цилиндра
Для надёжного удержания масла на поверхности цилиндра (чего ради собственно и затеяна вся эта вращательно-поступательная «возня»), стенка последнего должна иметь определённую шероховатость абсолютно гладкая стенка не способна удержать на себе масло, в количестве необходимом для нормальной смазки колец. С абсолютно гладкой, зеркальной, поверхности масло будет сниматься почти полностью, оставшееся масло будет сгорать, а нового масла, необходимого для нормальной смазки поступать не будет. Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
Грубая поверхность (глубокие риски – высокая шероховатость) получаются после применения крупно зернистого абразива, на первой стадии чернового хонингования. Здесь применяют алмазные бруски на медной основе. Хонингование ведётся с избытком СОЖ. Для выноса из зоны резания продуктов износа, как материала цилиндра, так и материала бруска. Получаемая после чернового алмазного хонингования поверхность непригодна для работы по ней колец, поршня да и работы вообще. В некоторых случаях алмазное (силовое) хонингование служит заменой расточки цилиндра, с той лишь разницей, что процесс хонингования более производительный и легче поддаётся автоматизации.
На второй стадии полученная поверхность обрабатывается более мелкозернистым абразивом, но не чистовым. При этом формируется новый микропрофиль поверхности. На данном этапе применяют абразивные материалы с размером зерна 1/150 мм.
Окончательное хонингование ведется материалами с зерном от 1/300 – 1/500 мм, до достижения окончательного размера цилиндра.
Финишная операция при хонинговании – хонинговое крацевание. При этой операции не происходит изменение размера цилиндра (отверстия) полученного при чистовом хонинговании. При этой операции полученный микропрофиль полностью очищается от остатков хонинговального абразива, обнажаются графитовые зёрна (для чугунных цилиндров), что влияет на снижение трения, а следовательно на механические потери и износ. При крацевании используют специальные щётки, из нейлоновых нитей с добавлением кристаллов кремния.
Щётки для крацевания
Используя оборудование для хонингования можно проводить также нанесение анифрикционных покрытий на стенки цилиндров, обрабатывать цилиндры алюминиевых блоков (правда не всех) и выполнять плосковершинное хонингование. Данные операции принципиально не отличаются от обычного хонингования. Для их проведения необходимы специальные материалы и хонинговальные бруски.
Специальные хонинговальные бруски
Применяется хонингование закалённых зубчатых колёс хонинговальной головкой в форме косозубого долбяка находящейся в зацеплении с обрабатываемым колесом и совершающей одновременно вращательное и колебательное движения. Н это уже экзотика:
При производстве и ремонте двигателей внутреннего сгорания используются самые различные технологические и конструктивные решения. От правильности их выбора зависит совершенство силового агрегата, его безупречная работа и эксплуатационный ресурс. В данной статье мы поговорим об одной из классических, обязательных при изготовлении или восстановлении ДВС технологий – хонинговании – рассмотрев этот процесс во всех его аспектах.
Опасные заблуждения
Интернет пестрит статьями, рассказывающими о том, как сделать хонингование цилиндров самостоятельно с помощью дрели и иного подобного оборудования. Это вызывает удивление. Говоря по совести, реальной пользы от такого рода информации нет. Используемые на производстве хонинговальные станки относятся к разряду наиболее точных обрабатывающих станков. Только с их помощью удаётся обеспечить требуемые допуски в десятые доли микрон. По этой причине справится с задачей дома или в условиях мастерской, не имеющей специального оснащения, не получится. Мотор, отхонингованный «на коленке», не проработает долго.
Чтобы потраченные на ремонт силы и средства не пропали напрасно, обращайтесь к специалистам, имеющим в своём распоряжении необходимое оборудование. Существуют фирмы, предлагающие такого рода услуги. Если их расценки покажутся чрезмерно высокими, задумайтесь о том, во что обойдётся покупка хотя бы контрактного двигателя. Возможно, вы перемените своё мнение.
Основные плюсы хонингования.
Если сравнивать с другими способами обработки поверхностей блока цилиндров, например, с полировкой и притиркой, наиболее эффективным и точным методом является обточка (хонингование). Благодаря ему обеспечивается наименьший износ деталей, максимальное давление в цилиндрах увеличивается, что ведет к увеличению эффективности работы двигателя, продлению срока его службы.
Благодаря обточке на поверхности цилиндров образуется малозаметная сеточка. Благодаря ей масло на стенках сохраняется в течение длительного времени. Соприкасающиеся детали двигателя постоянно смазываются, улучшается функционирование двигателя в целом.
Для хонингования цилиндров профессионалы советуют использовать алмазные бруски, хотя изначальная их цена выше, чем стоимость керамических абразивов. Большинство компаний используют именно этот способ финишной обработки цилиндров. Меньший износ алмазных абразивов компенсирует их стоимость. Благодаря использованию алмазных головок отверстию можно придать идеальную геометрию. В процессе восстановления цилиндров путем хонингования можно получить прямые стенки и круглую форму, правильное количество и качество штриховки. А это является главным залогом долговечности работы мотора и автомобиля в целом.
Технология работы
Суть этой работы сводится к совершению движений вверх-вниз. Понять, не совершили ли вы ошибок, можно, ориентируясь на образующуюся на поверхности металла сетку. Возникающий узор должен быть равномерным, при этом линии должны создавать относительно друг друга угол в 60 градусов.
Имейте в виду, что хон должен находиться внутри до полной остановки дрели. После окончания работы потребуется убрать фаску при помощи надфиля. Это поможет вам избежать зацепов колец. Делать это нужно очень аккуратно, поскольку есть риск повредить поверхность обработанного отверстия.
Далее деталь нужно очистить от загрязнений при помощи мыльной воды, которая поможет убрать следы абразива.
В завершение необходимо дать изделию высохнуть, после чего его обрабатывают специальным маслом, обладающим антикоррозионной защитой.
Чтобы провести такую работу в домашних условиях, необходимо наличие хонинговального ручного инструмента. Кроме того, потребуются:
- электрическая дрель;
- очки для защиты глаз;
- ветошь;
- масло или керосин.
Порядок работы следующий:
- Рабочий инструмент фиксируется в патроне дрели.
- Обрабатываемое отверстие увлажняется.
- Включается дрель, камни сжимаются, и инструмент опускается в отверстие.
- В процессе работы совершаются поступательные движения вверх и вниз.
- Вынимать инструмент из отверстия можно только после его остановки.
- Постоянно ведется наблюдение за формируемым узором поверхности. Получаемые линии должны ложиться равномерно, создавая между собой угол в 60 градусов.
Процесс хонингования наиболее часто применяется в период ремонта двигателя. Такая операция позволяет устранить нарушение параметров агрегата. В итоге у двигателя увеличивается эксплуатационный ресурс, что отдаляет время очередного ремонта.
Смазочно-охлаждающие средства при хонинговании и механическом раскрытии
В качестве смазочно-охлаждающего средства при KS-хонинговании, а также механическом раскрытии алюминия может применяться обычное, имеющееся в продаже хонинговальное масло. Его вязкость должна быть в пределах от низкой до средней. Высоковязкие (вязкотекучие) хонинговальные масла, а также водо-масляные эмульсии, не должны применяться в сочетании с предлагаемыми здесь обрабатывающими брусками.
Важно!
Качество и состояние смазочно-охлаждающего средства существенно влияет на качество хонингования. Поэтому следует постоянно следить за тем, чтобы масло и масляные фильтры сменялись через регулярные промежутки времени.
Режимы обработки
Чтобы моторное масло надежно удерживалось на внутренней поверхности цилиндра, создается шероховатость (сетка). На идеально ровной стенке любая жидкость будет стекать, а при наличии макроскопических неровностей она будет удерживаться. Больше площадь контакта, меняется и направление действующих сил.
В рабочем цилиндре двигателя создаются условия для взаимодействия через масляную пленку между деталями цилиндропоршневой группы. Для ряда ковких чугунов установлено, что эта величина должна составлять 12…25 мкм. Глубина впадин находится на уровне 8…18 мкм. Оптимальный угол для сетки составляет α = 30-35 ⁰.
- Риски наносят при первом хонинговании с использованием брусков, имеющих зерно 150 единиц (150 зерен на 1 см). Глубина образуемых рисок может достигать до 120-160 мкм. Однако, использовать сразу после подобной обработки детали нельзя. Износ поршневых колец при высокой температуре газов будет довольно интенсивным (но некоторые производители выпускают двухтактные двигатели с подобной обработкой, у них невысокий моторесурс).
- Вторая обработка ведется обязательно в среде СОЖ. Используют бруски с зерном 400…500 единиц. Здесь стачиваются острые кромки на рисках. Глубина впадин уменьшается до 45-60 мкм.
- Финишная обработка позволяет получать требуемые параметры на стенках цилиндров.
- При необходимости производят карцевание. Здесь выполняется не обтачивание, а прикатывание поверхностных выступов. Размер практически не меняется. Происходит уплотнение самой поверхности. Обычно такую операцию выполняют для цилиндров гоночных автомобилей, работающих на предельных режимах эксплуатации.
Карцевание выполняют специальными щетками
Карцевание применяют и при наружной обработке некоторых деталей ДВС. Так поступают для поршневых пальцев и шеек коленчатого вала.

Хонинговальная головка
Бруски абразивные
Как выполняется хонингование блока цилиндров
Для выполнения хонингования за одну операцию нескольких цилиндров на многих промышленных предприятиях используется специальное приспособление для хонингования. Зачастую они представляют собой зажимные устройства, которые позволяют закрепить на станине станка цилиндровый блок для последующей обработки деталей.
Таким образом, сначала проводится должным образом закрепление узла в приспособление на станке. И уже потом в два этапа выполняется хонингование блока цилиндров:
Черновое хонингование. На первом этапе обработки используется инструмент с крупнозернистыми брусками. С помощью такого хона специалист обеспечивает первоначальную, круглую форму отверстия цилиндра. Однако она еще не полностью отвечает техническим требованиям к детали.
Чистовое хонингование. На этом этапе вместо хона с крупнозернистыми брусками берется мелкозернистый абразив. Чаще всего используются алмазные или керамические бруски. Суть второй обработки заключается в устранении всех припусков и окончательном создании готовой формы отверстия. После завершения работы полученные отверстия отвечают всем предъявляемым к детали техническим требованиям.
Главные плюсы
Хонинговка деталей имеет ряд положительных сторон. К преимуществам относятся:
- После проведения хонингования поверхностный слой деталей приобретает повышенную прочность, что сказывается на длительности их эксплуатации.
- Значительно меньший процент получения бракованных деталей. Связано это с тем, что хонинговальный инструмент не создает большого давления на поверхность изделия.
- Широкий выбор зернистости хонинговального инструмента. Это позволяет легче выходить на нужный уровень требований к обрабатываемой детали.
- С помощью хона есть возможность устранения брака при сверлении отверстий на станке.
- Одновременно на оборудовании совершается хонингование нескольких отверстий, что повышает скорость выполнения работы.
Читать далее: Ремонт генератора Volkswagen Golf 2 3 4 Polo Sedan и Passat B3 B5 замена ремня своими руками
Что такое хонингование цилиндров двигателя
Во время движения автомобиля мотор подвергается высоким нагрузкам, вследствие которых происходит естественный износ узлов. Двигатель меняет свои характеристики по мере наработки моточасов и в определенный момент требует ремонта. Состояние рабочей поверхности ЦПГ – основной критерий здоровья мотора. Хонингование блока цилиндров требуется, если появились задиры и царапины, а также если присутствует конусность.
При капитальном ремонте слесарь растачивает полностью разобранный блок до ближайшего ремонтного размера, который позволяет убрать дефекты зеркала и устранить отклонения по конусности и эллипсности. Гладкая зеркальная поверхность после расточки выглядит очень эффектно, но для лучшей работы мотора надо создать на ней насечки. Это также делается на токарном станке специальным инструментом – хоном. При должном навыке можно провести эту операцию вручную, но качество будет заметно хуже.
Технология ремонта постоянно совершенствуется. В настоящий момент все производители перешли на плосковершинное хонингование. При такой обработке насечки не имеют острых краев (вершин), которые контактируют с поршнем и кольцами при работе мотора. После расточки слесарь должен воспроизвести такую же структуру зеркала. Правильно выполненный ремонт облегчает процесс обкатки мотора и обеспечивает оптимальные зазоры между деталями. Такой мотор не будет расходовать масло и обеспечит максимальный пробег до следующего капитального ремонта.
Хонингование блока цилиндров – это процедура нанесения сетки на рабочую поверхность блока двигателя. Она позволяет обеспечить двигателю наилучшие условия смазки для трущихся деталей. В канавках, образованных хоном, задерживается моторное масло.
Хонингование проводится в два этапа. Сначала используется крупный абразив, который дает крупные насечки. Затем применяется финишная обработка, сглаживающая дефекты и неровности от предыдущей операции. Выделяют алмазное и керамическое нанесение рисок. Первое предпочтительнее по причине более высокой точности обработки, но дороже. Второй способ используется чаще из-за большей доступности цены работы и стоимости оснастки. Автопроизводители могут использовать лазерную финишную обработку, которая невозможна в кустарных условиях.
По окончании работы блок надо тщательно промыть. Желательно это делать струей воздуха или смазочно-охлаждающей жидкости под давлением. Необходимо обеспечить не только внешнюю чистоту детали, но и вымыть металлические стружки и остатки абразивной пасты из скрытых полостей. Частички керамики и металла, оставшиеся в двигателе, могут нанести непоправимый урон. Для того чтобы сгладить поверхность, после черновой обработки применяют финишную шлифовку.
Что автовладельцы говорят о хонинговании цилиндров
-
Хонингование на старых двигателях
Хонингование блока цилиндров на советских предприятиях в 60–80 гг. отсутствовало в принципе. Автомобильные, лодочные мотоциклетные моторы были, как правило, результатом побочной деятельности оборонной промышленности. Поэтому не было никакого стимула внедрять новые технологии и совершенствовать уже имеющиеся товары. Люди покупали то что есть и не жаловались на качество, потому что всегда был дефицит и большие очереди практически на любые товары, в том числе и на автомобили.
Усложнение технологических операций не приветствовалось в массовом производстве, а при отсутствии конкуренции заводу было все равно, сколько проходит его мотор до капитального ремонта.
-
Незаводское хонингование
Самодельный хон может быть и не хуже заводского, но сложность в том, что информации о глубине канавок, угле хонингования, допустимой шероховатости поверхности нигде нет. Эти параметры очень сильно влияют на качество смазки и расход масла. Масляное голодание, так же как и большой расход, не сделают мотор долгожителем.
Увеличение шага хонингования может привести к сокращению толщины масляной пленки и быстрому износу двигателя. Поэтому автосервисы при хонинговании блока цилиндров делают некие усредненные показатели, которые подойдут для данного типа моторов (3л v6, например). Очень многое зависит от используемого станочного оборудования. В оппозитных моторах ось цилиндра расположена горизонтально, и, следовательно, есть логика в изменении шага сетки и угла хона вверху и внизу цилиндра.
-
Преимущество заводского хонингования
Ремонтное хонингование цилиндров существенно хуже заводского. Добиться плосковершинного хонингования можно только в условиях автопроизводства. Автосервисы не потянут такое оборудование, а у производителя нет интереса качественно делать капитальный ремонт. Токарно-расточной станок при нарезании борозды хоном выдавливает с каждой стороны слой металла, который во время обкатки мотора гораздо быстрее изнашивает кольца.
-
Равномерность износа хонингования
Хон изнашивается неравномерно. Максимальный износ приходится на положение верхнего компрессионного кольца в ВМТ поршня. Выше него износ существенно меньше.
-
Одинаковый хон или разный
Угол хонингования свой для каждого мотора и у каждого производителя. Точные цифры найти сложно, часто приходится смотреть, как сделано на аналогичных моторах. Однажды перебирал мотор на РАВ4 с использованием ручного хона. По внешнему виду значительно хуже заводского, но эффект все равно дает. После ручного хонингования блока цилиндров и замены колец расход масла практически исчез.